福建省莆田市荔城区爵品工艺制品有限公司
主营产品:数控木工车床,小型数控,佛珠机,工艺品,自动上料车床
首页
企业介绍
产品展示
商情信息
新闻中心
在线留言
产品相册
联系我们
您当前的位置:
首页
>
产品展示
>>
数控车床5020全自动机床知识介绍。
产品展示
Products
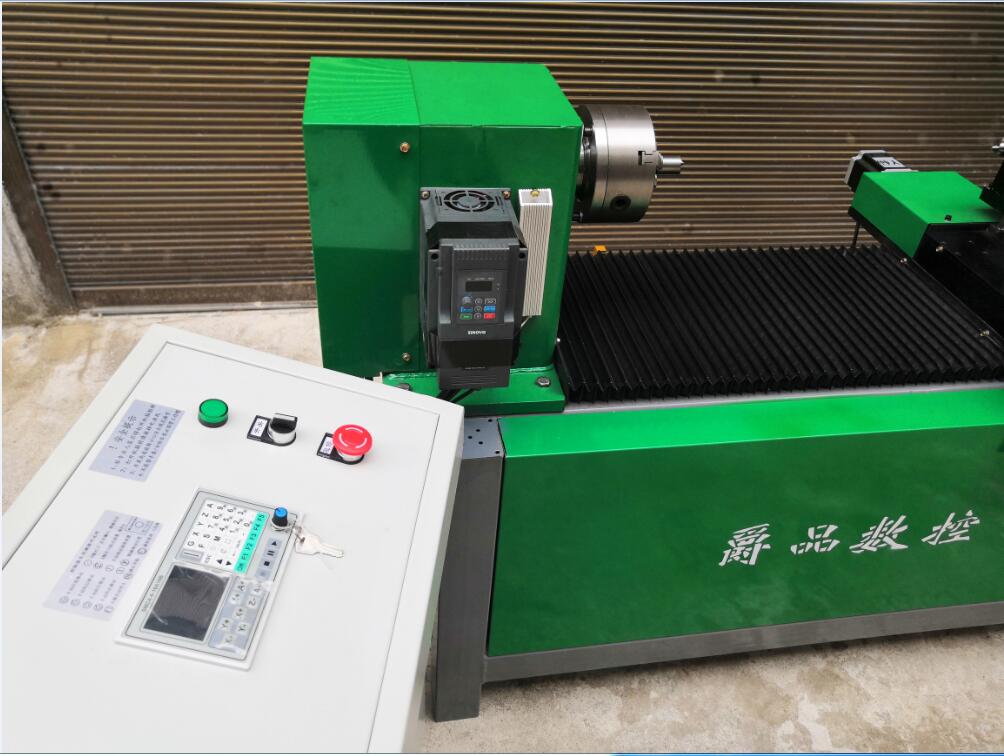
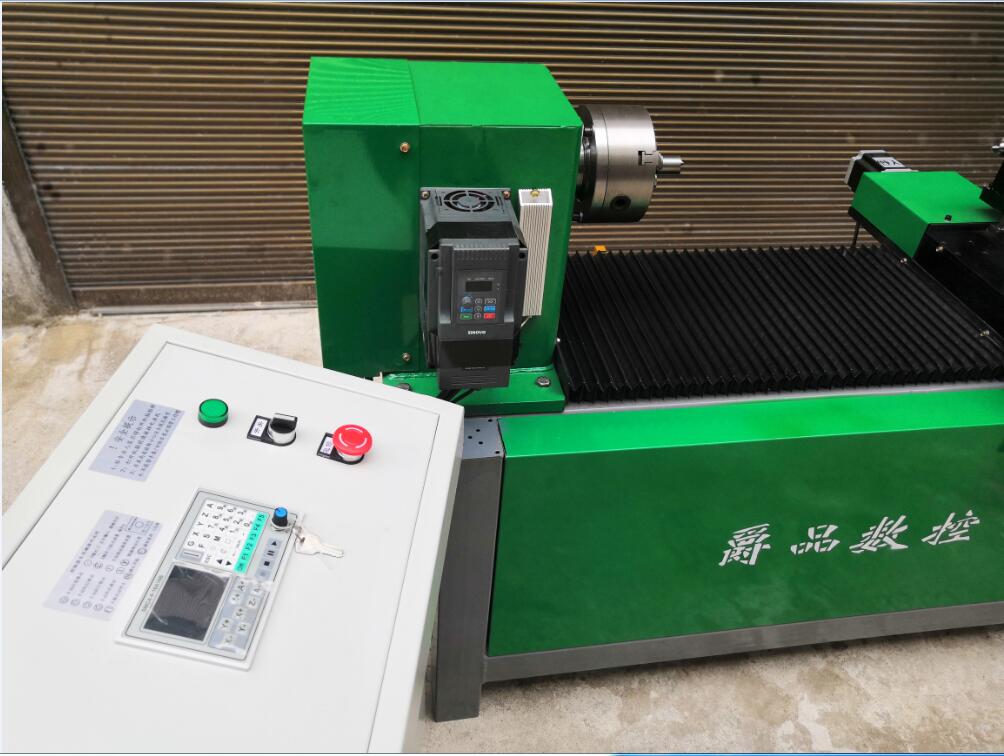
数控车床5020全自动机床知识介绍。
小型数控车床9030变频器款
爵品数控车床性能好,价格更优异。
数控木工车床5016双头全自动款,双倍效率。
爵品数控车床性能好,稳定性强!
商情展示
Business
品牌好的数控卧式车床价格怎么样-木工数控车床价格表
数控木工车床怎么操作-福建实惠的微型全自动数控木工车床
爵品数控供应高质量的全自动数控车床,微型数控木工车床
好用的数控车床小型就在爵品数控_定制数控木工车床
车床对刀操作步骤 想买好用的数控立式车床,就来爵品数控
数控车床5020全自动机床知识介绍。
联系人:
林丽凡
QQ号码:
634610312
电话号码:
0594-23508161
手机号码:
13055782111
Email地址:
634610312@qq.com
公司地址:
福建省莆田市荔城区-新度镇厝柄市场对面门啤沟东71号
产品介绍
随着数控系统的发展,目前绝大多数的数控系统都具有刀具任选功能。任选刀具的换刀方式可以有刀套编码、刀具编码和记忆等方式。数控车床刀具编码或刀套编码都需要在刀具或刀套安装用于识别的编码条。 刀库选刀方式一般采用就近移动原则,即无论采取哪种选刀方式,在根据程序指令把下一工序要用的刀具移到换刀位置时,都要向距离换刀最近的方向移动,以节省选刀时间。 换刀及刀具交换装置。数控机床的自动换刀系统中,实现刀库与机床主轴之间刀具传递和刀具装卸的装置称为刀具交换装置。刀具的交换方式通常分为无机械手换刀和有机械手换刀两大类。 由于数控加工中心系统功能不同,建立工件坐标系的具体方法有所不同。但基本原理相类似。 1.直接法:直接法即试切法。启动主轴,选定一把基准刀接触工件上表面,设置Zo,即将基准刀Z向补偿值设为“o”;其他刀也触碰同一表面,标定其他刀的Z向补偿值。用刀具接触工件侧面设置X。、Yo。测量刀具直径或根据刀具公称直径确定刀具半径补偿值。 2.间接法:刀具不旋转,选择一把基准刀接触量块或Z向设定器,设置Z。。将基准刀Z向补偿值设为“0”,其他刀触碰同一表面,标定Z向补偿值。Xo、y。及刀具半径补偿值的确定相同。 3.机内对刀:机内对刀通常使用机床自备的机内对刀仪。数控车床以主轴端面为基准,各把刀具从Z向触碰对刀仪,系统自动测出各刀相对某一基准点的长度作为刀具长度补偿值(每把刀的长度补偿值均不为“。
相关推荐
查看更多产品
小型数控车床9030变频器款
爵品数控车床性能好,价格更优异。
数控木工车床5016双头全自动款,双倍效率。
爵品数控车床性能好,稳定性强!
CopyRight © 版权所有: 福建省莆田市荔城区爵品工艺制品有限公司 技术支持:
书生商务网
给我们留言吧
给我们留言
关闭
您好!如需帮助,请留言,我们将尽快联系并解决您的问题
您的姓名::
手机:
联系QQ::
留言内容:
关于我们