


产品详情 公司简介
贵州铸造件厂家-辽宁省专业的铸造件供应商是哪家
东明特钢综合实力雄厚,技术水平高,售后服务。公司勤于市场发展需求,致力于打造铸造件生产、销售集成式服务,该产品用于来图加工,来料加工,模具加工,因质量、生产工艺等方面言语,颇受中小型企业欢迎,并且在辽宁极为好销售,产品种类、型号等可根据客户要求供应。
贵州铸造件厂家-辽宁省专业的铸造件供应商是哪家。 多方位发展的沈阳东明特钢制造有限公司主营铸造件,集研发、生产、销售于一体。自成立以来,就具备良好的方案设计、项目策划能力,提供流程规范化整体方案解决服务,在机械五金加工行业领域保持较高地位。公司以良好的信誉、优异的产品等雄厚的综合实力享誉辽宁各地,产品也深得用户信赖。
导读:2015-2020年中国铸造加工行业市场分析,铸造加工的水平直接关系着铸造行业的发展水平,我国铸造加工行业的这种现状很难满足我国从铸造大国向铸造强国迈进的目标,我国铸造机械行业的发展任重而道远。
我国铸造机械的进出口规模的比例是3:1,即我国出口一台铸造机械的同时进口了三台铸造机械。我国铸造机械行业规格品种基本齐全,但中低档产品过剩、产品缺乏的状况。
从我国铸造机械的进出口规模的情况来看,这反映了我国市场对中铸造机械产品需求明显增加,也反映出国产中产品在技术水平、产值上都存在明显不足, 无法在产品质量、技术指标、用户服务等方面满足用户需求。我国铸造机械的现状与铸造行业的问题如出一辙,也是中低端产品过剩,产品不足。
铸造机械的水平直接关系这铸造行业的发展水平,我国铸造机械行业的这种现状很难满足我国从铸造大国向铸造强国迈进的目标,我国铸造机械行业的发展任重而道远。
虽然我国铸造机械行业工业总产值不断创新高,但国内铸造机械产品的数控化率仍然较低。从出口来看,国内铸造机械行业年出口额约1亿美元,出口量约1500 台,其中数控产品占比不足两成。从我国整个机床工具行业来看,铸造机械的出口占比很小,行业整体技术水平发展任重道远。从进口情况来看,铸造机械行业年进 口额超过2亿美元,进口量约500台。铸造机械行业进出口呈现不稳定态势,曾经出现连续3年进口大幅下降而出口也大幅下挫的局面。可见,国内铸造机械行业 受其行业形势的影响十分明显。
贵州铸造件厂家-辽宁省专业的铸造件供应商是哪家。
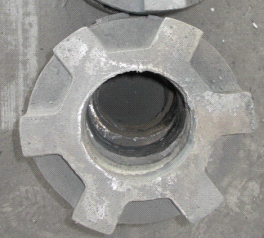
铸钢件的铸造材料广,凡是实验用螺条混合机、 实验用螺条混合机可以熔成液态的合金材料都可以用于铸钢件的铸造。对于可塑性较差的脆性的合金材料,铸造也是惟一可行的加工成形工艺。铸 钢件的尺寸精度。铸钢件要比普通的锻件和焊接件的成形尺寸要准确。
铸钢件的生产成本低、经济性很好,杜宇能源、材料的消耗是其他的金属成形工艺所不及的。铸钢件的生产方式灵活,可以批量的组织机械化生产,还可以利用废旧金属材料以及再生资源。精密铸件、铸钢件、碳结钢、合金钢等都是应用广泛的铸钢系列产品,其中铸钢件是现在具有良好市场前景的工业产品,而且使用量越来越大。 但是由于铸钢生产工艺的限制,在铸钢件的生产中,为了获得目标产品,不可避免的要进行焊接在,因此,铸钢件的焊接工艺也是铸钢生产过程中的 一个重要点。
从定义上来说,铸钢件就是将钢熔炼之后浇入特定的铸型后冷却凝固后形成的部件,一般分为普通碳钢、低合金钢、高合金钢等。铸钢件的焊接 常用的是补焊、堆焊,但是无论是低碳、中碳、高碳,或是壁厚均匀度的铸钢件,以及焊接电流等因素都会造成焊接裂纹产生。
对箱体铸钢件的工艺进行了改进,改进后的工艺与原来的工艺相比有以下特点:
1.将拉筋和浇道分设,避免了浇道兼做拉筋,致使拉筋不大起作用,消除了铸件内框尺寸由于变形而胀大的不足。
2.原拉筋位置与冒口叠和,通过将拉筋避开冒口,拉筋的防变形效果大增。
3.将两开箱变成三开箱,将浇道改为阶梯式沿两分型面进入,原浇道是从拉筋里通过进行顶浇,由于壁薄,箱体底面存在浇不足现象,而钢水通过新开设的浇道均匀、平稳、依次的充填型腔,通过上、下阶梯浇道流入铸型、再加上冒口分设,铸件热量不集中,后钢水通过上浇口流入冒口,铸件先遵循了同时凝固的原则,后又遵循了顺序凝固的原则,不但的减轻了铸件发生变形、裂纹的倾向性,而且以获得了较致密的铸件。
4.在箱体内框四角,加设Ф20钢筋冷铁,这就在易裂部位加放了冷铁,消除了该处的裂纹。
5.为了弥补收缩不回来铸件整体内框尺寸较大的不足,内框的工艺补正量由原来的3mm,增加到5mm。
铸钢件在力学性能的各向异性并不显著,这是优于锻钢件的一方面。研究工作表明:轧制钢材纵向力学性能通常略高于同牌号的铸钢件,横向性能则低于铸钢件其平均性能基本上与质量良好的铸钢件大致相同。有些高技术产品,在零件的设计过程中往往要考虑材料在三个坐标轴方向的性能,铸钢件的上述长处就值得被重视了。
铸钢件不论其重量大小、批量多少,均易于按没计者的构思制成具有合理外形和内部轮廓、刚度高、形状复杂且应力集中不显著的零件。单件或小批量生产时,可用木质模样(模样及芯盒)或聚萃乙烯气化模样,生产准备的周期很短。大批量生产时,可用塑料模或金属模样,并用适当的造型工艺,使铸件有符合要求的尺寸精度和表面质量,这些特点是锻件难以做到的。
铸钢件造型操作
1、铸钢件操作流程
顺序是:选取合适砂箱→放置木模→填砂→紧实→放置上砂箱→安置浇冒口→填砂→紧实→起模修型→硬化
2、铸钢件操作方法及质量标准
(1)根据铸件模型的形状和大小,选取合适的砂箱。
(2)把铸件模型放到砂箱内的适当位置。
(3)往砂箱中加入适当造型砂,使用工具将砂箱中的造型砂紧实,紧实程度要适中。
(4)用刮板刮去高出砂箱的造型砂,使砂型表面和砂箱的边缘平齐。
(5)用毛刷清理模型表面浮砂,覆盖塑料薄膜并使薄膜平整。
(6)放置上砂箱,上、下砂箱箱口要对齐。
(7)在上砂箱中合适位置放置浇冒口,添加造型砂并紧实。
(8)分箱起模,修型并扎气眼硬化。
东明特钢一惯奉行互惠互利、诚实守信和积极开拓的精神,以优异的铸造件,优良的服务、公平的价格赢得市场,东明特钢携全体员工热忱欢迎您前来光临指导,竭诚感谢您的厚爱和惠顾。公司地址沈阳市苏家屯区青城街88号
想更深入的了解贵州铸造件厂家,铸造件,请电话来询,全天恭候您的来电









关于我们| 法律声明| 意见建议| 联系我们| 书生技术开发

手机书生商务网:http://m.dingdanmao.com
书生官方微博:新浪、腾讯








