



产品详情 公司简介
不锈钢精密铸造在程度上能有效保证熔体在转注有很好的流动性,,不锈钢精密铸造的温度选择要有效的根据转注的距离和转注过程来降温和流量等因素来确定。
不锈钢精密铸造因其过渡带尺寸小,使用时其力学性能好,可以在程度上满足其流动性和不形成光亮晶为准,一般温度为715~740℃。不锈钢精密铸造扁铸锭热裂倾向高,不锈钢精密铸造温度比较低,一般在680~735℃。
不锈钢精密铸造圆铸锭的裂纹倾向比较低,可以在程度上有效的保证合金有其良好的排气补缩能力,有效的创造它的顺序接近条件,提高密度,铸造的温度一般比较偏高,直径在350mm以上铸锭铸造温度一般为730~750℃。
酸洗液酸洗主要运用于较小型没经加工的零配件整体清理,能够运用浸入或涂刷的办法。溶液温度在21-60℃时,每过10分钟左右查验一回,直到不锈钢铸件表现出均衡的白色酸蚀的光滑度为止。
钝化液主要应用于小型玻璃容器或零部件整体清理,能够运用浸入或涂刷的办法,当溶液温度在48-60℃时,每8分钟查验一回,当溶液在21-47℃时,每20分钟查验一回,直到不锈钢铸件表层生成均衡的钝化膜为止。
酸洗钝化零配件得用洁净水将表层冲洗洗净,用酸性石蕊试纸测试冲洗面的任何处,使PH值在6.5-7.5之间,之后擦干或用压缩气体风干。
不锈钢铸件表层会残留各类油渍、锈、氧化皮、焊斑等污垢,而经过酸洗、钝化处理后表层会变得均衡呈银白色,还能提升不锈钢铸件的耐腐蚀性能。
1、检查设备、温控仪表是否处于正常工作状态。
2、将脱蜡釜回收的旧蜡液倒入过滤槽中过滤;再送到静置桶中,在低于90℃下静置6-8h。
3、静置完毕把沉淀水放掉后,将蜡液倒入除水桶中。
4、除水桶中的蜡液,在110-120℃保温并搅拌,使残留水分蒸发,到目视蜡液表面无泡沫为止。
5、将除完水的蜡液,经过<60目筛网过滤再放入<90℃的静置桶中,保温静置12h以上。
6、各除水桶、静置桶应定期性的放掉其底部的残留水和脏杂物。
7、把静置桶中处理好的回收蜡液送到模头压蜡机保温桶中,用于主产模头(浇道)。
8、根据旧腊料性能和腊料消耗情况,不定期的在静置桶II中适量加新蜡,一般在3%-5%左右
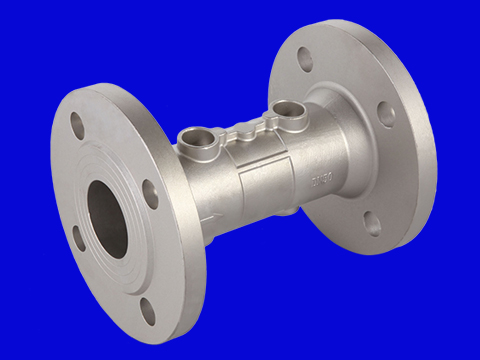
请来电咨询了解更多与2205精密铸造工艺,2205精密铸造铸件相关的详情信息














关于我们| 法律声明| 意见建议| 联系我们| 书生技术开发

手机书生商务网:http://m.dingdanmao.com
书生官方微博:新浪、腾讯








