



产品详情 公司简介
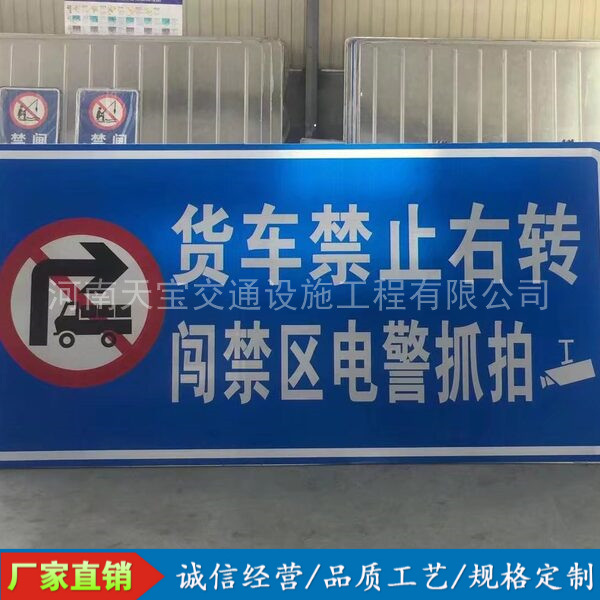
郑州道路标志牌制作厂家|交通标志杆加工|指路标牌制作价格
一,道路标志牌工艺流程:
1,采用高质量铝合金板,工程级或高强级反光膜,具有很好的反光效果。
2,根据订制尺寸,进行铝板及反光膜剪裁。
3,洗净铝板,打磨铝板令铝板表面光滑,清洗后晾干。
4,电脑排版图案及文字,用电脑雕刻机在反光膜上出图及文字,用胶刮压贴在底膜的铝板上成形。
固定方式:背面安装铝槽或按客户要求制定架子(架子材料有角钢,方管,镀锌管等)。抱箍的尺寸由客户的钢管粗细而定,定做时请提前告知或传技术图纸到我公司,我们来安配。用户可根据其固定的立杆另行购买相应尺寸的抱箍,或选择直接粘贴于墙面。
二, 交通标志杆加工工艺流程:
1)下料→(2)焊接→(3)修补打磨→(4)整形→(5)装底板→(6)焊底板→(7)镀锌→(8)总检→(9)发货
二,各工序要法语:
1.下料剪切
1.1剪切前首先调整好裁条机的斜度与所需纵剪刀尺想符。
1.2定好钢板摆放位置,保证余料的大尺寸,使余料能利用。
1.3长度尺寸由开平时保证,宽底尺寸要求≤±2mm高杆下料尺寸公差每节杆大头取正公差;一般:0-2m。小头取负公差,-2-0mm尺寸调整好以后,由裁调机,自动切割机完成。
1.4设备方面:开料应检查滚剪设备的运行情况,清除轨道上的杂物,保持设备的良好运行状态。
2.焊接
焊接时对折弯后的管缝进行直缝焊接。因焊接是半自动焊接,主要是焊工应有较多的责任性,焊接时应随时调整焊接的位置,保证焊缝直线度。
3.修补打磨
修补打磨是对自动焊接后的管坯缺陷进行修补。修补人员应该逐根检查,发现有缺陷的地方进行补,补焊完成后,再进行修磨,修磨的接处与自动焊缝基本相同。
4.整形
整形工序包括立柱的调直及坯杆两头的整圆及多边形对角线尺寸,一般公差:<±2mm。坯杆直线度误差不超过:≤±1.5/1000。
5.装底板
点焊底法兰和筋板,关键是保证底法兰与灯直中心线垂直,筋板与底法兰垂直,同时与灯直母线平线。
6.焊底法兰及筋板
焊接要求参照国家标准的焊接工艺,保证焊接质量焊接缝要美观,没有气孔,夹渣。9.开门
本工序在工作过程中,必须胆大心细(1)首先要看清图纸确定门的方向,然后按照图纸尺寸定位。尺寸包括:上下,左右,及门框尺寸大小,等离子切割时要心细,保证割缝一直线。













- 3C防火阀价格_质量好的海南防火阀品牌推荐
- 中卫消防器材厂家供应-宁夏林浩金属制品的消火栓箱设备及栓箱销量怎么样
- 宁夏对讲机_实惠的G21公网对讲机品牌推荐
- 南宁金属护栏网厂-广西合格的南宁公路护栏网服务商
- 维恒交通设施的路名牌销量怎么样_中国候车亭
- 故障电弧探测装置_怎样才能买到实惠的故障电弧
- 消防电话系统-TW-FP3N-2V-TW-TB-RP
- UPTR-Y40--西安区域专业的火灾监控
- 消防电源系统-PMC-512-9路-PMAC503C
- 应急照明电源-EM730电压-EM730-1SUI-A
- ASF.CP.4-EPX610D-智能照明输出模块
- 银川配电柜自动灭火装置批发-陕西划算的配电柜自动灭火装置批发
关于我们| 法律声明| 意见建议| 联系我们| 书生技术开发

手机书生商务网:http://m.dingdanmao.com
书生官方微博:新浪、腾讯








