



宁波利盟机械制造有限公司带您了解山西弹片五金冲压件电话,为了确保五金冲压件拉拔和压抑零件的应用寿命,应定期更换模具的弹簧,以防备弹簧的委靡损坏影响拉拔和压抑零件的应用。近年来, 用有五金冲压件限元法对板料成形过程进行计算机数值模拟, 是模具设计领域的一场革命。用计算机数值模拟能获得成形过程中工件的位移、 应力和应变分布。由于冲头的磨损,冲头的上孔尺寸和内部形状将逐渐减小;由于冲压模具磨损,下料尺寸逐渐增大。因此,冲压件的上孔和内形是按单向正偏差公差和接近或几乎等于极限的较大尺寸制造的。
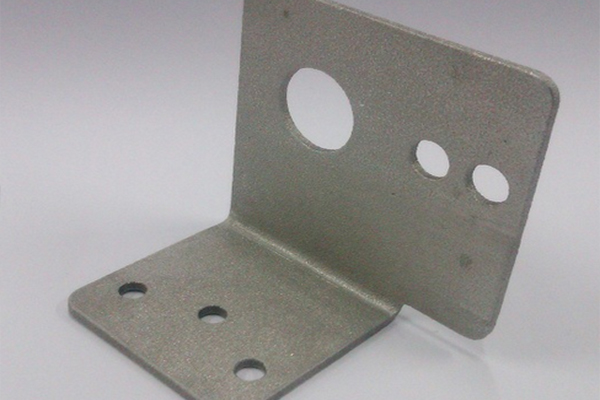
山西弹片五金冲压件电话,精密金属冲压件加工的优势 精密五金冲压件加工的生产服从高,且操纵利便,易于实现机器化与自动化。这是因为冲压是依靠冲模和冲压装备来实现加工,普通压力机的路程次数为每分钟可达几十次,高速压力要每分钟可达数百次乃至千次以上,并且每次冲压路程就可能得到一个冲件。五金冲压件的圆柱拉伸零件的质料为08钢。它具备良好的冲压性能吗? 对于圆柱形拉伸零件,若质料为08钢,则冲压性能良好。另外,它是厚度为5mm的碳素布局钢。所以,这个疑的谜底是肯定的。并且,其制造是中等批量制造,而不是批量或少数量制造。
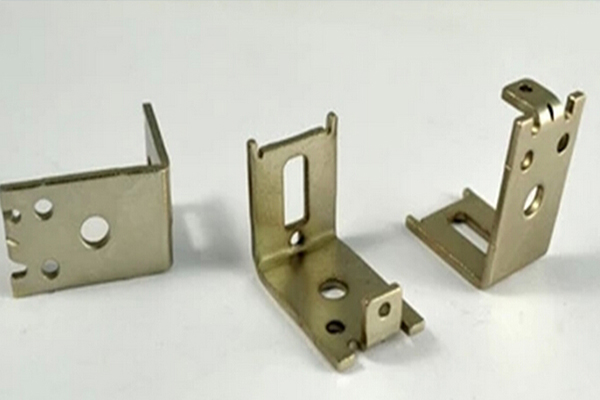
若冲压件有任何误差,缘故是甚么? 对于冲压零件,若用冲头冲压时尺寸有误差,则具体缘故是模具布局的设计存在疑或产品质料存在疑。别的,装备可能存在疑。所以,我们应该逐一观察,找出真确缘故,以便完全办理疑并防备其再次产生。冲压模具的初始误差通常是整个寿命中较小的。其尺寸主要取决于冲压模具的制造精度和质量、冲压件的尺寸、材料厚度、间隙值的大小和均匀性。冲压模具的制造精度和质量取决于冲压模具的制造工艺。
外壳五金冲压件价格多少,通过观察位移后工件变形形状能预测可能发生的起皱; 根椐离散点上的主应变值在板料成形极限曲线上的位置或利用损伤力学模型进行分析, 可以预测成形过程中可能发生的破裂;五金冲压件与机器加工及塑性加工的其它技巧相比,五金冲压加工无论在技术方面还是经济方面都具有许多怪异的好处。随着磨削次数的增加,刃口自然磨损引起的尺寸增量逐渐增大,冲头的误差增大。当误差超过极限偏差时,冲压件不合格,冲压模具失效报废。当然,冲压加工也存在着一些题和缺点。主要表现在冲压加工时产生的噪音和振动两种公害,而且操作者的安全事故时有发生。




