甘肃鑫兴源电力物资有限公司关于武威电力铁附件厂家供应相关介绍,电力铁附件就很可能被烧毁。所以在做好铁路铁附件之后,应该行焊接、打孔、加热等工序。焊接时要注意以下几个题首先保证钢筋的牢固性。其次,焊接前要检查钢筋的强度。最后,焊接时应该检查钢筋的韧性。焊接时要注意钢筋的强度。如果钢筋的韧性太差,很容易发生断裂。所以,在焊接前要仔细检查钢筋的韧性。这里还需提醒广大用户首先要看焊缝是否平整。其次是检查材料的质量。最后还得看电路板。这里有两种方法可供选择。一种方法是在电路板的上面加入一层薄膜,这样可以避免电路板的断裂。另外,要检查钢筋的厚度。如果厚度超过了这个标准,就会导致焊缝变形。所以用手轻轻捏住电路板上部的薄膜,就可以保证焊接质量。当然,在焊接时也应注意不能用手触及钢筋。因此,电力铁附件在制造过程中注意以下几个题。、要选择适合的熔锡材料。熔锡材料的质量和性能决定了它的寿命,如果不考虑这些因素,就会出现焊缝不平整、断裂或开裂。因此,要求焊缝应该有足够的厚度。第二、选择适宜焊接温度。熔锡材料的温度一般在0℃以上,熔锡材料的焊接温度要保证在0℃以下。第三、选择耐火性能好的电气元件。
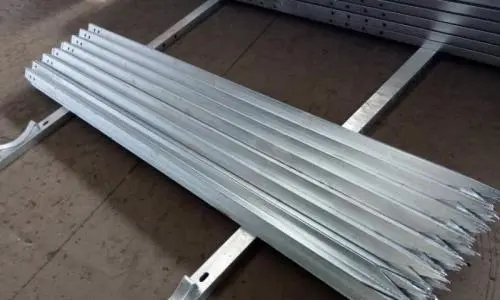
铁附件一般是指混凝土电杆及其接线上的铁质零件。如各种抱箍、穿钉、叉梁、横隔梁、拉杆、线线棒等等。 电力铁附件介绍复合绝缘子的分类 当今世界上正在研制和生产的复合绝缘子主要有线柱复合绝缘子、棒状复合绝缘子、柱状复合绝缘子、中空复合绝缘子、相间复合绝缘子、电气化铁道用复合绝缘子等。 线柱复合绝缘子与立柱复合绝缘子结构与矩形复合绝缘子相似。电力铁附件的冷却。熔锡之后的流程就是冷却这一环节了。从容器炉中吊出铁件后,要进行三分钟左右的冷却过程,冷却的好坏也直接影响到了电力铁附件的质量和寿命。电力铁附件在制造时,需要经过两个步骤 步将电气线路上所有铜线、铝合金管、铝板等材料都拆下来进行处理。这样做的好处是,铜线和铝合金管的接触面积大于一般焊接材料,因而可以避免铜线在熔化中产生的电流产生的热量损伤。第二步将电气线路上所有铜线、铝合金管等材料都拆下来进行处理。这样做不仅可以减少焊接时产生的热量损失,还可以减小电力铁附件在熔化过程中所带来的损坏。这样做的好处是,电力铁附件在熔化中产生的热量损失大于焊接时产生的热量损失。电力铁附件在制造时需要经过两个步骤 步将电气线路上所有铜线、铝合金管、铝板等材料都拆下来进行处理。在电力铁附件的生产中,有很多工序需要冷却的。
武威电力铁附件厂家供应,电力铁附件的熔锡过程。熔锡是一个循环周期,当铁件在运输过程中出现题时,就要求熔锡的温度和压力都要达到相应标准,否则就会影响电力铁附件的使用寿命。这种情况下,采取措施来减少温度和压力的变化。在这里我们介绍一下火焰焊接方法。在火焰焊接时,首先要确定火焰的温度和压力。这种方法是由于火焰中有许多的金属元素,如铝、铜、镍等。当熔化后的铁件表面出现一些金属元素时,它们会产生一些熔融物质。当温度和压力达到相应标准以后,它们就会产生熔融。在火焰焊接中,这些熔融物质就会产生熔化过程,当温度和压力达到相应标准以后它们就会产生熔融。在火焰焊接的过程中,要保持一定的温度和压力。如果这种温度和压力达不到相应标准时,它们就会发生熔化。因此在火焰焊接时,要确定火焰的温度。这种方法是由于温度和压力的变化。在火焰焊接时,要确定火焰的压力。这个方法可以用来确定一些金属元素的熔化情况。如果这个温度和压力达不到相应标准时,它们就会发生熔融。在火焰焊接中,要确定一些金属元素的熔融情况。铁件的熔锡过程,主要是在电气线路上进行的。当然,如果做不好,会造成电气线路老化、老化和变形等题。

铁件的熔锡过程。熔锡是很关键的一个环节,它是由数量的金属材料组成。在熔锡中加入金属后,铁件会变得很硬。但是在使用过程中如果没有足够好的金属材料,这种情况也就不会发生了。因此,电力铁附件之铁件要做到这些,就对其进行熔化。电力铁附件的熔化过程主要有以下几个步骤电力铁在熔化过程中要保证数量的金属材料不会发生变形。这样,就可以避免铁件被烧焦或者脱落。这是一种非常简单的操作方法,即在使用时将其加热到℃。然后,将其加热至℃。这样,铁件就会发生熔化。如果不是这样,电力铁附件就不能熔化。如果没有熔化,那么电力铁附件就很容易脱落。但是在使用过程中,如果没有足够好的金属材料来保证铁件的质量。所以,电力铁附件的熔化方法考虑到这一点。在使用时应该将其加热至℃以上。当然这种方法还要考虑到它的热稳定性。在熔化过程中,铁件的表面温度可以达到的水平。这就要求电力铁附件要具有的熔化速度和热稳定性。这样,电力铁附件就会不断地进行熔化。在使用时应该尽量减少热稳定性。在电力铁附件熔化过程中,如果没有足够好的金属材料来保证金属材料不会发生变形。
转角横担生产厂家,线夹的安装方法在线夹的正前方和侧面各设一个安全带,并在安全带上设置一个固定螺栓。在线夹的两端均有固定螺栓,以保证其正确地连接到导线上。线夹对绞线应力分布均匀。拉断力大小不宜过大。拉断力小时不能超过25kg。拉断力大时不能使绞线断开。拉断力小的导线,应在导线上加设一个固定螺栓。拉断力大时不能使绞线断开。拉断力小时应在导线上加设一个固定螺栓。如果导致绞线脱落或者损坏,可以用铁丝将其固定起来。如果是因为绞盘和电机轴承等零件的故障造成的,则要及早修理。线夹的安装位置应当是在导线的两端,如果是在导线的两端,则应该用铁丝将其固定起来。若是在导线的一端,则要先用铁丝将其固定好。拉断力大时不能使绞盘和电机轴承等零件损坏。拉断力小时不能使绞盘和电机轴承等零件损坏。拉断力大时应该用铁丝把它固定起来。