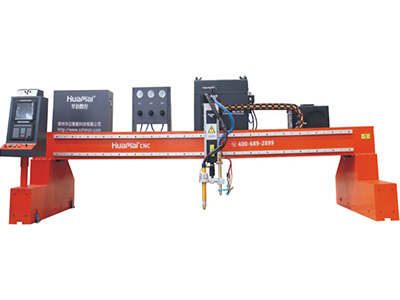
郑州华迈智能科技有限公司带你了解河北钢管激光切管机批发厂家相关信息,钣金行业的快速发展,为激光切管机的广泛应用创造了条件。激光切管属于热切割方法之一,激光切管机提供了很多优点来维持高增长和高产量。激光切管机的应用具有更高的效率、更长的使用寿命、更少的维护等优势,在金属材料加工行业富有很强的吸引力。下面简单的介绍下激光切管机的优势精度很高,有效提高生产率激光切割工艺作为"剪切-冲"的替代工艺出现,具有效率高、精度高、灵活性高的特点,能够有效的加工各种复杂的零件,只需做好切割图形,导入到控制系统当中,就可以设定尺寸进行切割了,有助于直接缩短产品加工与制造周期,有效的提高劳动生产率。
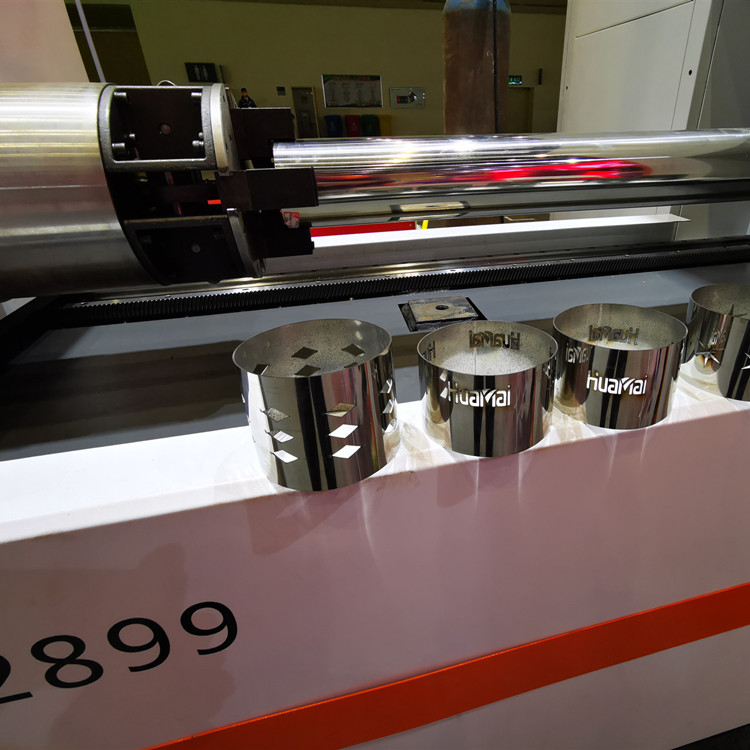
河北钢管激光切管机批发厂家,汽车制造行业汽车工业的许多地方也需要用到激光切管机技术,如车前盖、汽车钣金等,需要在形成一些多余的边角或毛刺后进行加工。如果使用人工操作,效率和精度都都很难达到理想的标准。采用机械手激光切管能够快速的处理!激光切管机功能强大,适用于不锈钢、碳钢、合金钢、铜、铝、钛等金属管材开孔、斜切、45度切割、相接切割,斜切拼割,镂空打孔等加工。能进行钢管截断加工;能在方管管面切割各种图形;能在圆管上切割方孔及腰形孔;能在圆管端部切割斜口端面;能切割与环形主管相交的支管相贯线端头。
下面简单的介绍下激光切管机的优势切割质量好,降低劳动成本激光切管机利用激光无接触加工的特点,不损伤工件,切割的产品无挤压变形,加工出来的产品质量好,没有毛边,不需要人工再打磨,省去不必要的加工工序,优化工人劳动强度。节约模具投资,降低生产成本激光切管机可以直接对各种五金工件进行无模具制作,没有模具消耗,无须修理和更换模具,能够省去大量模具的使用,节省加工费用,降低生产成本,尤其适合大件产品的加工。
不锈钢激光切管机多少钱一台,脉冲穿孔需要有较可靠的气路控制系统,以实现气体种类、气体压力的切换及穿孔时间的控制。在采用脉冲穿孔的情况下,为了获得高质量的切口,从工件静止时的脉冲穿孔到工件等速连续切割的过渡技术应以重视。从理论上讲通常可改变加速段的切割条件如焦距、喷嘴位置、气体压力等,但实际上由于时间太短改变以上条件的可能性不大。由切板→切管在切板软件下回原点→关闭激光器→关闭切板软件→打开切管软件→由切板扭到切管→移动到左侧回原点→开激光器→上管→点击工艺参数→选取适合厚度的碳钢→根据右下角的显示更换喷嘴、调气压、调整焦距→停靠(选远端)→选中圆→引刀线→3mm→确定→排序从大到小→排序→打开激光器→上管→调好位置,靠头距离激光一段距离(4mm)→按住快速不松手自动寻边→记录旋转中心。

切管机厂家,故障激光头碰工件表面原因a管材直径设定不正确。解决办法测量管材直径。可能原因"原点距离管材中心"这个参数不正确。解决办法重新校正该尺寸。可能原因"喷嘴高度"设定太小,解决办法加大该参数,注意加大该参数时,焦点有可能变化。可能原因激光头防撞信号线碰损、搭铁、或接线时,碰到屏蔽层了,或者激光头上有铁屑。解决办法用万用表测量喷嘴与机架之间是否导通,清理铁屑,检查接线。
切削时,定长伺服不后退故障可能原因1定长伺服原点开关接通。解决办法检查原点开关上有无铁屑。可能原因2切削长度太短了。解决办法在定长挡板加一铁板,切削时让原点开关不要接通。可能原因3联轴器断裂,或者螺丝松开。解决办法更换联轴器,拧紧螺钉。题①切割面出现不光滑时将速度下降,低→调f(碳钢调大,不锈钢调小)→切割高度调大→调气压(板越厚气压越低,板越薄,气压越大)②切的时候发抖,没切透是喷嘴的原因。③常用→补偿→里面不要→内缩;要里面→外扩。