





哪有好的环形轨道-平谷环形导轨-石景山环形导轨
汇思德自动化科技(惠州)有限公司位于华泰南路2号惠南科技创业中心A栋,地理位置优越,交通运输方便。汇思德自动化拥有一批高素质可靠技术人才和一支技术过硬、经验丰富的技术队伍。公司应用已掌握的成熟的设计理论和多年积累的实践经验,本着“准确设计、精心制作、精诚服务、精益求精”的工作理念,生产的环形导轨好销售全国各地。
哪有好的环形轨道-平谷环形导轨-石景山环形导轨。
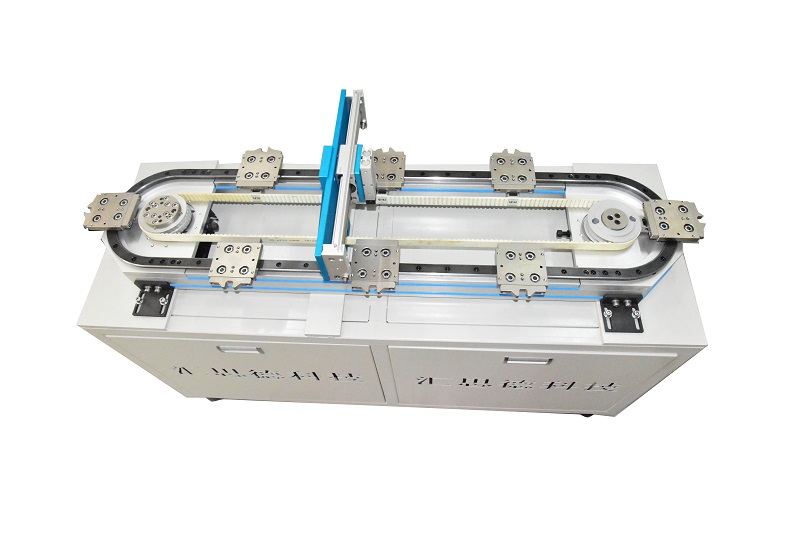
环形导轨的部分运动轨迹为S型,如果采用同步带或链条驱动方式,同步带和链条也需要能走S型轨迹,这会让如何布置同步带轮或链轮成为一个问题,让传动系统的设计变得复杂。
这时候可以采用连杆把环形导轨上的多个滑台连接起来,成为滑台链环;在靠近环形导轨的直线段处,布置直线运动单元或传动螺杆,实现传动。更详细的技术细节,请参阅如下文章:直线运动单元传动的环形导轨系统:采用了1-Track加工工艺,可实现多种多样的曲线轨迹;和前面两种环形导轨比较,有如下区别:前面两种环形导轨的圆弧段的直径,基本上是从标准系列直径范围内选择;而1-Track环形导轨,可实现任意直径,更可加入椭圆导轨段。
我们拥有多年丰富的制造经验,汇思德自动化科技(惠州)有限公司技术力量雄厚,设备成熟,工艺精巧,品种齐全,综合生产能力较强,生产的环形导轨广泛用于各行业自动装置和自动流水线上,具有产品包装、精密组装、电子产品、医疗器械、新能源、焊接、检测、等工业自动化行业的用途,受到广大用户的青睐和好评。同时,汇思德自动化拥有多名经验丰富的中较高等级技术人员,能熟练地完成工艺路线设计、整厂设备布置、设备选型及设备安装。
哪有好的环形轨道-平谷环形导轨-石景山环形导轨。
环形导轨工艺流程为:锻造→正火→粗铣→超声波探伤→调质→半精铣→表面淬火→着色探伤→精铣→入库。
1.正火处理
大型锻件常常存在成分与组织不均匀、晶粒粗大等缺陷,锻后进行正火处理,可达到细化晶粒,消除内应力,改善钢的切削加工性能,消除由于截面尺寸不同在结晶过程中产生的显微组织的不均匀性,为后序表面淬火作组织准备的目的。为降低正火后的硬度和消除内应力,得到良好的机械加工性,还应进行附加回火。
2. 调质处理
在环形导轨粗铣并超声波探伤后进行调质处理,工艺类似正火处理,工艺曲线。为了得到更大的淬硬层深度,淬火冷却介质采用体积比为8%浓度的PAG合成淬火液。通过淬火和高温回火处理后,表层硬度达到32~36HRC,满足设计要求。
表面淬火工艺参数
设备频率的选择
为保障工件表面淬火硬化层的深度,电流的透入深度Δ热应大于所要求的淬硬层深度δ。经验表明,δ≥Δ热/4,而以δ=Δ热/2为。由可知,理想的频率为1200~1500Hz。经过电源局部改造,即更换低频电容和变压器,可使卧式淬火机床电源频率达到1400~1500Hz,满足淬火设备频率要求。
感应器设计及导磁体的选择
根据环形导轨淬火面形状,感应器设计成仿形平面淬火感应器,即2根铜管加热,其中一根铜管上带喷水孔,实现边加热边冷却的连续淬火方式。先将φ16mm紫铜管用拉方工装制成截面14mm×11mm的方铜管,然后进行弯形、开孔,然后与紫铜板焊接而成。
为提高加热效率,采用导磁体减少磁力线的逸散,它是平面与内孔感应加热不可缺少的附件。此外,导磁体可进一步强化外表面加热和局部加热,改善复杂形状工件加热区的磁场分布,以获得均匀的温度分布。根据导磁体的驱流作用,将其装卡在铜管上。导磁体的材料通常有铁氧体、硅钢片和矽钢片,试验证明,中、高频导磁体对电源振荡波形图有较大干扰,使加热状态极其不稳定;因此,在低频率淬火时应使用低频矽钢片导磁体,且以厚度≤0.2mm为佳。
淬火感应器上钻有与底面成45°、φ1.5mm的斜孔,孔间距以3mm为宜。为防止淬火液倒流,影响加热效果,除喷水孔与淬火面呈角度外,还应在感应器前方增加空气吹扫装置,以及时带走回流飞溅的冷却液。
凭借着严格的管理、严谨的工艺以及完备的检测手段,汇思德自动化供应的环形导轨不仅提高了用户满意度,而且也树立起的企业形象。输送物品的特性包括尺寸、重量、表面特性(软或硬)、处理的速率、包装方式及要点等,均是要考虑的因素,所以在下定单前你需要对此有所了解。另外,我们供应的环形导轨是在双方协商的时间内发货,并提供一年的保修期,请您知悉!
供应详情请来电咨询,我们有平谷环形导轨,哪有好的环形轨道,石景山环形导轨,环形导轨等信息等您详询




