





厂家批发环形轨道-宣武圆环导轨-昌平圆环导轨
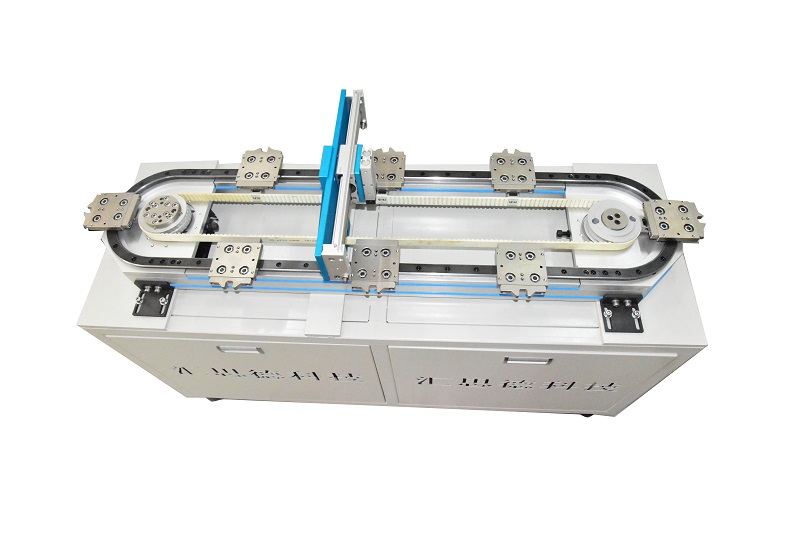
汇思德自动化拥有雄厚的技术力量,强大的经济实力,成熟的生产设备,的检测设施,主要产品为环形导轨,目的是为了提高生产效率,减少人工操作环节,保证产品质量,在产品包装、精密组装、电子产品、医疗器械、新能源、焊接、检测、等工业自动化行业上具有良好表现。环形导轨输送平稳,设计合理,材料足厚,从生产销售的可靠服务得到广大工厂的信赖和好评。
厂家批发环形轨道-宣武圆环导轨-昌平圆环导轨。 汇思德自动化科技(惠州)有限公司位于广东省惠州市,秉承为客户“提高工作效率、节约劳动成本、减少人力、降低劳动强度、优化厂房环境”的理念,汇思德自动化凭借自身的技术优势,致力为工厂提供可靠、优异的环形导轨,满足于客户,立足于产品发展需求。

表面淬火工艺参数
设备频率的选择
为保障工件表面淬火硬化层的深度,电流的透入深度Δ热应大于所要求的淬硬层深度δ。经验表明,δ≥Δ热/4,而以δ=Δ热/2为。由可知,理想的频率为1200~1500Hz。经过电源局部改造,即更换低频电容和变压器,可使卧式淬火机床电源频率达到1400~1500Hz,满足淬火设备频率要求。
感应器设计及导磁体的选择
根据环形导轨淬火面形状,感应器设计成仿形平面淬火感应器,即2根铜管加热,其中一根铜管上带喷水孔,实现边加热边冷却的连续淬火方式。先将φ16mm紫铜管用拉方工装制成截面14mm×11mm的方铜管,然后进行弯形、开孔,然后与紫铜板焊接而成。
为提高加热效率,采用导磁体减少磁力线的逸散,它是平面与内孔感应加热不可缺少的附件。此外,导磁体可进一步强化外表面加热和局部加热,改善复杂形状工件加热区的磁场分布,以获得均匀的温度分布。根据导磁体的驱流作用,将其装卡在铜管上。导磁体的材料通常有铁氧体、硅钢片和矽钢片,试验证明,中、高频导磁体对电源振荡波形图有较大干扰,使加热状态极其不稳定;因此,在低频率淬火时应使用低频矽钢片导磁体,且以厚度≤0.2mm为佳。
淬火感应器上钻有与底面成45°、φ1.5mm的斜孔,孔间距以3mm为宜。为防止淬火液倒流,影响加热效果,除喷水孔与淬火面呈角度外,还应在感应器前方增加空气吹扫装置,以及时带走回流飞溅的冷却液。
厂家批发环形轨道-宣武圆环导轨-昌平圆环导轨。
汇思德自动化科技(惠州)有限公司是一家专注研发、生产与应用精密循环传动产品的科技型公司,主营:环形轨道、环形导轨、圆弧轨道、圆弧导轨、圆环导轨等精密循环传动产、我们拥有健全的技术支持体系,丰富的项目管理经验,强大的方案解决能力,强大的项目工程研发设计,安装服务团队,籍以此来满足各个行业对自动化应用的需求。
我们的使命是:为客户提供的产品,为客户创造更大的价值,为智 能制造提供更加多元化的产品。
我们的愿景是创办一家充满活力,体现价值,受人尊敬,持续健康发展的企业,创造循环传动产品的公司,为人类的文明发展做出贡献!
环形导轨工艺流程为:锻造→正火→粗铣→超声波探伤→调质→半精铣→表面淬火→着色探伤→精铣→入库。
1.正火处理
大型锻件常常存在成分与组织不均匀、晶粒粗大等缺陷,锻后进行正火处理,可达到细化晶粒,消除内应力,改善钢的切削加工性能,消除由于截面尺寸不同在结晶过程中产生的显微组织的不均匀性,为后序表面淬火作组织准备的目的。为降低正火后的硬度和消除内应力,得到良好的机械加工性,还应进行附加回火。
2. 调质处理
在环形导轨粗铣并超声波探伤后进行调质处理,工艺类似正火处理,工艺曲线。为了得到更大的淬硬层深度,淬火冷却介质采用体积比为8%浓度的PAG合成淬火液。通过淬火和高温回火处理后,表层硬度达到32~36HRC,满足设计要求。
汇思德自动化科技(惠州)有限公司多年的设计、生产、制造经验,创造出了高质量的环形导轨,有效灵活的生产制作流程是按期交货的保证,汇思德自动化尽可能提高的产品性价比是公司郑重的承诺。我们采用批发;零售;;厂家;实体店销售;网上销售的销售方式供应出售环形导轨,追求,为此我们致力于每天每日改进所做的。
希望以上详情对您有用,还有众多有关厂家批发环形轨道,昌平圆环导轨,宣武圆环导轨,环形导轨的信息等您联系咨询



