





厂家批发环形轨道-怀柔环形轨道-门头沟环形轨道
汇思德自动化科技(惠州)有限公司是一家集研发、设计、设备制造、安装、调试于一体的可靠自动化成套控制系统生产厂家,成立于2018-12-12。高标准、严要求使汇思德自动化不断提升自己,可靠是产品质量的保证,客户的需求是我们成长的动力,公司生产的产品种类繁多,主要以环形导轨为主。我公司拥有强大的机械设计、制造、研发能力,拥有自己的加工中心,能根据客户所需定制各类非标设备。

厂家批发环形轨道-怀柔环形轨道-门头沟环形轨道。
表面淬火工艺参数
设备频率的选择
为保障工件表面淬火硬化层的深度,电流的透入深度Δ热应大于所要求的淬硬层深度δ。经验表明,δ≥Δ热/4,而以δ=Δ热/2为。由可知,理想的频率为1200~1500Hz。经过电源局部改造,即更换低频电容和变压器,可使卧式淬火机床电源频率达到1400~1500Hz,满足淬火设备频率要求。
感应器设计及导磁体的选择
根据环形导轨淬火面形状,感应器设计成仿形平面淬火感应器,即2根铜管加热,其中一根铜管上带喷水孔,实现边加热边冷却的连续淬火方式。先将φ16mm紫铜管用拉方工装制成截面14mm×11mm的方铜管,然后进行弯形、开孔,然后与紫铜板焊接而成。
为提高加热效率,采用导磁体减少磁力线的逸散,它是平面与内孔感应加热不可缺少的附件。此外,导磁体可进一步强化外表面加热和局部加热,改善复杂形状工件加热区的磁场分布,以获得均匀的温度分布。根据导磁体的驱流作用,将其装卡在铜管上。导磁体的材料通常有铁氧体、硅钢片和矽钢片,试验证明,中、高频导磁体对电源振荡波形图有较大干扰,使加热状态极其不稳定;因此,在低频率淬火时应使用低频矽钢片导磁体,且以厚度≤0.2mm为佳。
淬火感应器上钻有与底面成45°、φ1.5mm的斜孔,孔间距以3mm为宜。为防止淬火液倒流,影响加热效果,除喷水孔与淬火面呈角度外,还应在感应器前方增加空气吹扫装置,以及时带走回流飞溅的冷却液。
本着交货及时、价格合理、用真诚服务谋发展,汇思德自动化科技(惠州)有限公司始终坚持把“高质量、率、优异服务”作为公司的首要竞争力。汇思德自动化以丰富的物流经验和超前的设计理念满足工厂个性化的需求,为客户量身设计、制作高品质的环形导轨,产品配送全国,行业专注多载,拥有售前、售中、售后团队。
厂家批发环形轨道-怀柔环形轨道-门头沟环形轨道。
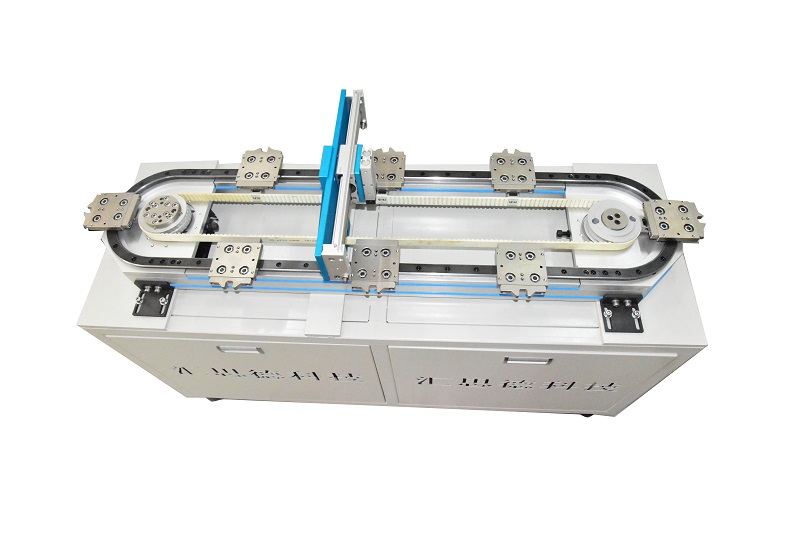
环形输送线,又名循环流水线。是以环形导轨为基础的导轨式精密环形流水线,具有诸多优势,占用空间小,节省人力成本。 个主要设计部分驱动:用链条传动还是同步带传动?
链条在传动过程中,铰链内部容易产生磨损,在销轴与套筒之间;使用了一段时间之后,就会伸长,然后就需要调整链条张紧;同时还存在需要润滑而导致使用起来比较脏,噪音较大等缺点。同步带传动,不存在部件之间的摩擦而产生的磨损。采用的聚氨酯同步带,内有钢丝绳,长时间使用之后依然具有很好的精度保持性;不需要加润滑油,传动噪音小。
由于同步带的这些优点,同步带在精密环形流水线中的应用越来越普遍。
环形导轨工艺流程为:锻造→正火→粗铣→超声波探伤→调质→半精铣→表面淬火→着色探伤→精铣→入库。
1.正火处理
大型锻件常常存在成分与组织不均匀、晶粒粗大等缺陷,锻后进行正火处理,可达到细化晶粒,消除内应力,改善钢的切削加工性能,消除由于截面尺寸不同在结晶过程中产生的显微组织的不均匀性,为后序表面淬火作组织准备的目的。为降低正火后的硬度和消除内应力,得到良好的机械加工性,还应进行附加回火。
2. 调质处理
在环形导轨粗铣并超声波探伤后进行调质处理,工艺类似正火处理,工艺曲线。为了得到更大的淬硬层深度,淬火冷却介质采用体积比为8%浓度的PAG合成淬火液。通过淬火和高温回火处理后,表层硬度达到32~36HRC,满足设计要求。
“以德立商 诚信经营”是汇思德自动化科技(惠州)有限公司的经营原则。汇思德自动化致力于一点一滴的技术创新,形成了团结、严谨、求实、创新的工作作风,创造出了更具实用性与操作性的环形导轨。选择我们的环形导轨,是不会让您失望的。竭诚欢迎四海宾朋与我们真诚合作,共创辉煌大业!
想更深入的了解厂家批发环形轨道,怀柔环形轨道,门头沟环形轨道,环形导轨,请电话来询,全天恭候您的来电



