甘肃佳兴伟业钢结构彩钢工程有限公司关于嘉峪关卷边z型钢加工的介绍,Z型钢优点设计灵活,有比较高的截面模数和质量比;更高的惯性矩,从而增大了板桩墙的刚度,减小了位移变形;宽度大,有效节省了吊装和打桩的时间;截面宽度增加,减少了板桩墙的缩口数量,直接提高了其止水性能;在腐蚀严重部位进行了加厚处理,耐腐蚀性能更加优异。Z型钢加工制造工艺放料。Z型钢采用热卷板冷弯,壁薄.重量轻.良好的截面性能.强度好。与保守槽钢相比,Z型钢成型机在同等强度下可节省30的材料,自动成型,Z型钢成型机可根据给定的型钢尺寸自动完成型钢成型工艺。其中包括冷轧和热轧,这里不再重复。修正。这需要全力支持Z型钢成型机和工人的监督。成形。在这一步中,Z型钢被认为具有基本形状。定型。在这个时候,我们基本上可以看到“Z”钢材的形状。矫直。光有一个形状是不够的,但需要慢慢纠正。Z型钢的规格应符合标准。测长。这一步将不一一详述;这是需要的一步。冲筋圆孔。可以说,我们现在已接近成功。冲椭圆连接孔。这一步是前一步的延续。
嘉峪关卷边z型钢加工,选用较少的切割和非切割加工技术制造的各种机械零件,可以降低金属消耗和能耗,降低加工程序,降低操作人员和切割机床,降低商品生产成本,提高生产质量,提高企业效率。Z型钢机械性能高,Z型钢加工过程中的晶体变形、晶格畸变和晶体破裂导致冷拉型钢硬化。并能提高机械强度和高尺寸精度。冷拉钢在冷变形环境下从钢坯上拉下来,比热轧钢板具有更高的尺寸精度。表面质量好,表面光滑,机械厂可镀锌或镀锌、发黑。Z型钢适用范围Z型钢广泛用于钢结构建筑的檩条、墙梁,也可自行组合成轻量型屋架、托架等建筑构件。此外,还可用于机械轻工制造中的柱、梁和臂等。Z型钢檩条按高度不同分为至等几十种规格,长度可根据工程设计确定,但考虑到运输和安装等条件,全长一般不超过12米。Z型钢是由Z型钢成型机自动加工成型。Z型钢成型机根据给定的Z型钢尺寸就可以自动完成Z型钢的成型工艺。1放料――2矫平――3成型――4定型――5矫直――6测长――7冲孔――8成型切断。
与传统槽钢相比,平等强度可节省30的数据.塑料温室的用户能够承受的能力远远高于世界各地的玻璃温室,成为现代温室发展的主流。型彩钢是一种常见的冷弯薄壁彩钢,Z型钢檩条。根据高度不同分为到等几十种规格,长度可以根据工程设计来承认,但考虑到运输和安装等条件,一般不超过12米,ZZ型钢成型机主动加工成型,Z根据给定的Z型钢标准,型钢成型机可主动完成Z型钢的成型工艺。
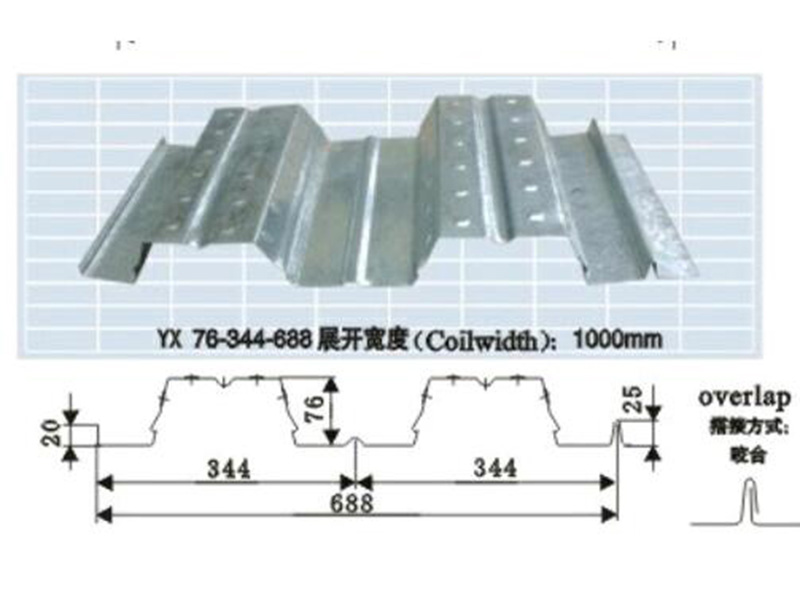
钢z型钢报价,Z型钢特点a,Z由于弱轴方向的惯性距离大于同类C型檩条,其完整性优于C型檩条。b,由于连接处应牢固搭接,所以搭接后成为连续檩条,而C型檩条只能按简支檩条计算。C,Z地板承重板制造商可以节省材料,降低成本。但是安装和运输比C型檩条更复杂。d,C型钢一般适用于坡度平缓的屋顶;Z型钢适用于坡度大于1/4的屋顶。当然,Z型钢的价格取决于Z型钢的厚度、宽度、规格、材料、产地、镀锌层数等因素。这需要企业仔细确认。根据工程的具体要求,户可选择合适的钢檩条规格型号。Z型钢檩条主要是屋面结构体系中的次要承重构件,将屋面荷载传递到钢架上。此外,钢筋连接的基本形式有绑扎、搭接、焊接、Z沿屋顶长度分布的型钢檩条水平构件,位于主椽上,支撑次要屋椽。
热轧z型钢批发,公司将定期对钢结构厂房进行清洁和维护,检查和维护时间一般为每年一次。清洗钢结构厂房外墙时,应注意以下现象。不能用钢球、板刷等研磨性洗涤产品清洗,只能用清水自上而下冲洗。如果钢结构厂房上有树枝、树叶等物体,要及时处理,不要等到堆积过多,会造成不必要的麻烦。如果金属板表面损坏,应及时修复,以免日晒雨淋,直到金属板表面腐蚀。如果想有更好的效果,可以涂上所有高弹性纳米材料,保护金属屋面板,有效隔热防水,节约室内空调能源。
目前,由于各行各业的快速发展,特别是对固体产品的要求越来越高。因此,钢铁行业和其他行业对原材料的需求也在增加。特别是对于不同的行业,不同的钢参数,有许多类型和规格的钢,如冲孔Z型钢是广泛使用的钢之一。甘肃Z型钢在焊前要进行打磨,可是有必要把焊接处的镀锌层打磨掉,否则会发生气泡、沙眼、假焊等。还会使焊缝变脆,刚性下降。焊接工艺操控镀锌钢的焊前预备与一般的低碳钢是相同的,需求注意的是要认真处理好坡口尺寸和附近的镀锌层。为了焊透,坡口尺寸要适当,一般60~65°,要留有必定的空隙,一般为5~5mm;为了削减锌对焊缝的渗透,在焊之前,可将坡口内的镀锌层整理以后再焊。