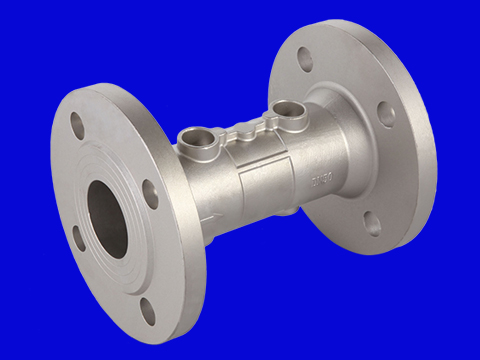
温州2207铸造-立致金属制品出售2207/2507精密铸造铸件
浙江立致金属制品科技有限公司成立于2013-11-07,拥有可靠的产品服务和过人的产品质量,生产供应的2207/2507精密铸造铸件拥有用户需求的性能,提供颇具竞争力的制造成本。作为一家有限责任公司,公司屹立于精密铸造行业领域已多年,为地为机械,阀门,管件行业的产品设计提供帮助,公司依靠科技进步和严格管理,的服务,为用户提供优异高能的2207/2507精密铸造铸件。

温州2207铸造-立致金属制品出售2207/2507精密铸造铸件。
精密铸造这是一种少切削或者是无切削的铸造工艺,这样的铸件工艺在行业中算是比较的铸造工艺技术,精密铸造不仅适用于各种类型以及各种合金铸造,这样的技术工艺生产出来的铸件的尺寸精度以及表面质量都是非常高的。
精密铸造其铸件自身的尺寸不是很大,对于其精度的要求也不是很高,但是在使用的过程中可以考虑使用铝框锡铋来做模具,这样的模具重量比较重,主要是因为里面含铋。
精密铸造对弈制造其复杂的模具来说,其制作的时间就会比较短,在程度上省去了机加工的费用,对于复杂的薄壁铸件,为了有效的提高产品型壳透气性,在可能的情况下,在高处可以设置排气孔。
精密铸造可以合理的设置其浇注系统,这样在程度上有效的防止其浇注卷气,这样比较有利于型腔中的气体排出,在制作的过程中可以适当的提高其浇注的温度,尽量将低浇包嘴至浇口杯距离。
正视挑战,增强信心,创造辉煌。在成功取代传统制造工业的同时,满足了现代生产效率,高稳定性和可靠性的精微加工的要求。立致金属制品俨然成为一家成熟的2207/2507精密铸造铸件生产企业,供应的2207/2507精密铸造铸件受到广大机械,阀门,管件行业的一致好评,产品在机械,阀门,管件等的铸造拥有良好的表现。
温州2207铸造-立致金属制品出售2207/2507精密铸造铸件。
1、表面清洁:铝件在压铸、机加之后,其表面会残留脱模剂、切削液等腐蚀性物质,如不锈钢铸件清洗不干净将加速变黑。采用钝化处理,包括预脱脂,脱脂,水洗,酸洗,水洗,水洗等6道清洁工序,通过较好的清洁降低不锈钢铸件氧化发黑的风险。
2、工艺控制:如果不锈钢铸件压铸时压力不够,工件致密度就会降低并形成毛细孔,毛细孔吸水被氧化后易出现发黑现象,因此会较好控制不锈钢铸件压铸的速度和力度加以预防。
3、过程注意:不锈钢铸件要求工人配戴手套作业,避免皮肤直接与铸铝件接触。同时注意产品烘干,防止水迹残留在物件表面。
4、存放与包装:不锈钢铸件置于通风干燥的环境,避免阳光直射。选用开孔包装,易于水珠挥发,并在包装箱内加防潮剂。

1、以很少的电耗将固体炉料迅速熔化为均匀的液体,炉料熔化的同时,熔池中也发生各种各样的物化反应,主要有元素的挥发和氧化、钢液的吸气、热量的传递与散失以及夹杂物的上浮等。因此不锈钢铸件熔化期提前造渣覆盖于钢液面上,既可减少散热,减少钢液的吸气量,又可促使夹杂物的上浮等,磷是钢中的有害元素,在冶炼过程中,要尽量降低不锈钢铸件中的磷含量。
2、不锈钢铸件氧化期脱碳过程产生的CO或(CO+CO2)气泡,有吹氧时来不及参加反应的氧气泡和有目的地往熔池中直接吹入惰性气体或纯CO气体而形成的气泡上升与逸出,使熔池产生沸腾,为氢和氮的去除创造条件。
3、钢液脱氧好,有利于脱硫,且化学成分稳定,不锈钢铸件元素的收得率也高,因此不锈钢铸件脱氧是还原期精炼操作的关键环节,氧化期任务完成后,应快速扒净全部氧化渣,如果氧化渣不扒净,在还原期不锈钢铸件就会出现回磷。
酸洗液酸洗主要运用于较小型没经加工的零配件整体清理,能够运用浸入或涂刷的办法。溶液温度在21-60℃时,每过10分钟左右查验一回,直到不锈钢铸件表现出均衡的白色酸蚀的光滑度为止。
钝化液主要应用于小型玻璃容器或零部件整体清理,能够运用浸入或涂刷的办法,当溶液温度在48-60℃时,每8分钟查验一回,当溶液在21-47℃时,每20分钟查验一回,直到不锈钢铸件表层生成均衡的钝化膜为止。
酸洗钝化零配件得用洁净水将表层冲洗洗净,用酸性石蕊试纸测试冲洗面的任何处,使PH值在6.5-7.5之间,之后擦干或用压缩气体风干。
不锈钢铸件表层会残留各类油渍、锈、氧化皮、焊斑等污垢,而经过酸洗、钝化处理后表层会变得均衡呈银白色,还能提升不锈钢铸件的耐腐蚀性能。
1、检查设备、温控仪表是否处于正常工作状态。
2、将脱蜡釜回收的旧蜡液倒入过滤槽中过滤;再送到静置桶中,在低于90℃下静置6-8h。
3、静置完毕把沉淀水放掉后,将蜡液倒入除水桶中。
4、除水桶中的蜡液,在110-120℃保温并搅拌,使残留水分蒸发,到目视蜡液表面无泡沫为止。
5、将除完水的蜡液,经过<60目筛网过滤再放入<90℃的静置桶中,保温静置12h以上。
6、各除水桶、静置桶应定期性的放掉其底部的残留水和脏杂物。
7、把静置桶中处理好的回收蜡液送到模头压蜡机保温桶中,用于主产模头(浇道)。
8、根据旧腊料性能和腊料消耗情况,不定期的在静置桶II中适量加新蜡,一般在3%-5%左右

本公司始终支持职工创新,创新技术、创新管理、创新环境、创新制度。2207/2507精密铸造铸件符合创新精神,与时俱进,适应用户多变的需求。对于想要购买本公司产品客户可通过在线支付;现金支付;银行转账的支付方式支付交易,我们会在双方协商的时间为您发送产品,同时我们还将为您提供的售后服务。
想了解更详细内容,可来电联系对温州2207铸造,2207/2507精密铸造铸件进行详询了解