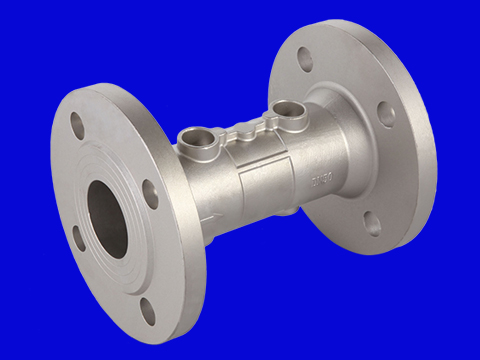
不锈钢铸造厂家-靠谱的不锈钢精密铸造铸件生产厂家
经过几年的快速发展,以不锈钢精密铸造铸件的立致金属制品如今已经跻身精密铸造行业的前沿,不锈钢精密铸造铸件以可靠的品质赢得了广大机械,阀门,管件行业的青睐,同时也获得不错的口碑。如有需要,欢迎致电联系了解详情。

不锈钢铸造厂家-靠谱的不锈钢精密铸造铸件生产厂家。
不锈钢精密铸造或称熔模精密铸造,硅溶胶工艺。是一种少切削或无切削的铸造工艺,是铸造行业中的一项优异的工艺技术。那么不锈钢精密铸造都是怎么操作的呢?
不锈钢精密铸造的常规操作做法如下:
首先做出所需毛坯的电极,然后用电极腐蚀模具体,形成空腔。再用浇铸的方法铸蜡,获得原始的蜡模。在蜡模上一层层刷上耐高温的液体砂料。待不锈钢精密铸造获得足够的厚度之后晾干,再加温,使内部的蜡模溶化掉,获得与所需毛坯一致的型腔。再在型腔里浇铸铁水,固化之后将外壳剥掉,就能获得精密制造的成品啦。
有品质才有市场,公司的产品以质量作为保证,广受机械,阀门,管件行业的欢迎,供应的不锈钢精密铸造铸件若有需要也可以进行定制。我公司的不锈钢精密铸造铸件已通过批发的销售方式销往到了浙江、杭州、湖州、嘉兴、宁波、绍兴、台州、温州、江山;浙江温州苍南县、乐清、平阳县、瑞安、永嘉县各地,用户对产品接受度高,为广大机械,阀门,管件行业所欢迎。
不锈钢铸造厂家-靠谱的不锈钢精密铸造铸件生产厂家。
精密铸造件中生气孔的主要原因:
1、涂料的透气性差或者负压不足,充填砂的透气性差,不能及时排出型腔内的气体及残留物,在充型压力下形成气孔。
2、浇注速度太慢,未能充满浇口杯,暴露直浇道,卷入空气,吸入渣质,形成携裹气孔和渣孔。
3、泡沫模型气化分解生成大量的气体及残留物不能及时排出铸型,泡沫、涂料层填充干砂的干燥不良,在液态合金的高温包围下,裂解出大量的氢气和氧气侵入铸件是形成气孔的主要原因。
4、由于浇注系统设计不合理,金属液的充型速度大于泡沫气化退让及气体排出速度,造成充型前沿将气化残留物包夹在金属液体中再次气化形成内壁烟黑色的分解气孔。
5、浇口杯与直浇道以及浇注系统之间的连接处密封不好,尤其是直浇道与浇口杯的连接密封不好,在负压的作用下很容易形成夹砂及气孔,这种现象可以用伯努利方程计算和解释。
6、型砂的粒度太细,粉尘含量高,透气性差,负压管道内部堵塞造成负压度失真,使型腔周围的负压值远远低于指示负压,气化物不能及时排出涂层而形成气孔或皱皮。
1、铸件结构的影响:a. 铸件壁厚,收缩率大,铸件壁薄,收缩率小。 b. 自由收缩率大,阻碍收缩率小。
2、铸件材质的影响:a. 材料中含碳量越高,线收缩率越小,含碳量越低,线收缩率越大。 b. 常见材质的铸造收缩率如下:铸造收缩率K=(LM-LJ)/LJ×100%, LM为型腔尺寸,LJ为铸件尺寸。
3、制模对铸件线收缩率的影响:a.射蜡温度、射蜡压力、保压时间对熔模尺寸的影响以射蜡温度非常明显,其次为射蜡压力,保压时间在保证熔模成型后对熔模结尾的尺寸的影响很小。 b.蜡(模)料的线收缩率约为0.9-1.1%。 c.熔模存放时,将进一步产生收缩,其收缩值约为总收缩量的10%,但当存放12小时后,熔模尺寸基本稳定。 d.蜡模径向收缩率仅为长度方向收缩率的30-40%,射蜡温度对自由收缩率的影响远远大于对受阻收缩率的影响。
4、制壳材料的影响:采用锆英砂、锆英粉、上店砂、上店粉,因其膨胀系数小,仅为4.6×10-6/℃,可以忽略不计。
5、浇铸温度的影响:浇注温度越高,收缩率越大,浇注温度低,收缩率越小,因此浇注温度应适当。
6、型壳焙烧的影响:由于型壳的膨胀系数小,当型壳温度为1150℃时,仅为0.053%,因此也可以忽略不计。

立致金属制品强化竞争意识,营造团队精神。采取精密铸造行业中的傲人成绩,创造了同行业中的商业奇迹,这当然源于公司对产品质量的不懈追求,力求将有品质且具有机械,阀门,管件等的铸造用途的不锈钢精密铸造铸件奉献给广大客户群众。
真诚为客户提供好的产品,周到细致的服务是浙江立致金属制品科技有限公司一直奉行的销售准则,使得公司销售的不锈钢精密铸造铸件在精密铸造行业中有着强大的竞争优势。我司通过多年在本行业的不断研究,以及对公司产品品质的坚持,已赢得广大机械,阀门,管件行业一致肯定。本公司将以“面向客户,适应市场”为导向,力求价格让用户满意,产品质量得客户肯定。
来电咨询产品/服务,给您的不仅仅是不锈钢铸造厂家,不锈钢精密铸造铸件的信息