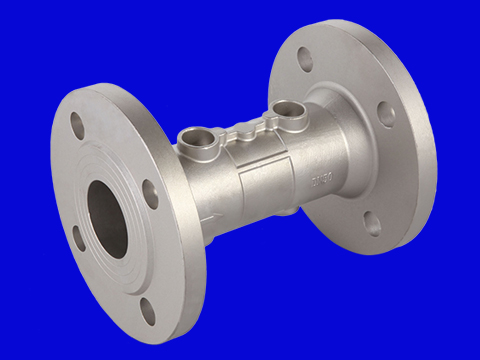
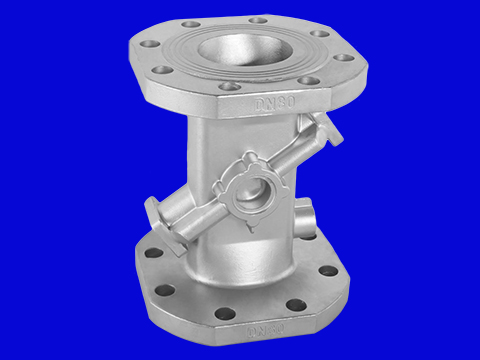
瑞安2507铸造厂家-立致金属制品供应值得信赖的2207/2507精密铸造铸件
立致金属制品建立高起点、高目标、高质量、率、有效益的“五高”标准,锻造出质量良好的产品,获得广阔的销售市场。供应的2207/2507精密铸造铸件主要用于机械,阀门,管件等的铸造,在浙江、杭州、湖州、嘉兴、金华、宁波、绍兴、台州、温州;浙江温州苍南县、乐清、瓯海区、瑞安、泰顺县、文成县、永嘉县区域范围内受到广大机械,阀门,管件行业的青睐。公司凭借良好的信誉,雄厚的实力,好的产品,低廉的价格服务于广大用户。
瑞安2507铸造厂家-立致金属制品供应值得信赖的2207/2507精密铸造铸件。 浙江立致金属制品科技有限公司汇集众多人才,组建高素质人才队伍,于2013-11-07创立,现坐落在经济技术开发区滨海园区白榆路199号。公司主营2207/2507精密铸造铸件,成熟、精巧的工艺,、严格的管理制度,为2207/2507精密铸造铸件的制造增添一份有力保障。凭借的管理体系、雄厚的技术力量以及成熟生产设备,立致金属制品的产品深受机械,阀门,管件行业的信赖,用户反馈良好。

精密铸造是一种少切削,是铸造行业中的一项优异的工艺技术,其应用非常广泛,不仅适用于各种类型、各种合金的铸造。
精密铸造工艺和铸钢工艺不同:
1.出钢温度:不锈钢比碳钢高;
2.钢水流动性:不锈钢比碳钢差;
3.凝固方式:不锈钢是糊状凝固、碳钢是顺序凝固;
4.钢水氧化性:不锈钢比碳钢容易氧化。
精密铸造工艺和铸钢工艺,都有会的不同的,这些问题都是我们大家需要注意的问题,需要精密铸造的伙伴都可以联系我们立致金属。
瑞安2507铸造厂家-立致金属制品供应值得信赖的2207/2507精密铸造铸件。
精密铸造的除水工作也是非常有必要的,它主要是树脂蜡,我们一般是怎样对精密铸造进行除水的呢?
脱蜡斧—过滤槽-蒸汽除水机-除水桶-静止桶-射蜡机,射蜡机用蜡水含量很高,射蜡机储蜡桶底部可以放出浑浊色水出来,公司用此方法已经有几年的历史了,只是近段时间出现此问题,我现在怀疑是不是原材料有问题。
精密铸造放出来的浑浊色水,静止冷却后呈糊状,再次加热煮沸后有蜡料分离出现。精密铸造工艺,简单说是用易熔材料制成可熔性模型,在其上涂覆若干层特制的耐火涂料,经过干燥和硬化形成一个整体型壳后,再用蒸汽或热水从型壳中熔掉模型,然后把型壳置于砂箱中,在其四周填充干砂造型,后将铸型放入焙烧炉中经过高温焙烧。
精密铸造的除水工作也是我们大家都需要掌握的,我们大家都需要正确对阀门进行除水工作。
不锈钢精密铸造在程度上能有效保证熔体在转注有很好的流动性,,不锈钢精密铸造的温度选择要有效的根据转注的距离和转注过程来降温和流量等因素来确定。
不锈钢精密铸造因其过渡带尺寸小,使用时其力学性能好,可以在程度上满足其流动性和不形成光亮晶为准,一般温度为715~740℃。不锈钢精密铸造扁铸锭热裂倾向高,不锈钢精密铸造温度比较低,一般在680~735℃。
不锈钢精密铸造圆铸锭的裂纹倾向比较低,可以在程度上有效的保证合金有其良好的排气补缩能力,有效的创造它的顺序接近条件,提高密度,铸造的温度一般比较偏高,直径在350mm以上铸锭铸造温度一般为730~750℃。

1、以很少的电耗将固体炉料迅速熔化为均匀的液体,炉料熔化的同时,熔池中也发生各种各样的物化反应,主要有元素的挥发和氧化、钢液的吸气、热量的传递与散失以及夹杂物的上浮等。因此不锈钢铸件熔化期提前造渣覆盖于钢液面上,既可减少散热,减少钢液的吸气量,又可促使夹杂物的上浮等,磷是钢中的有害元素,在冶炼过程中,要尽量降低不锈钢铸件中的磷含量。
2、不锈钢铸件氧化期脱碳过程产生的CO或(CO+CO2)气泡,有吹氧时来不及参加反应的氧气泡和有目的地往熔池中直接吹入惰性气体或纯CO气体而形成的气泡上升与逸出,使熔池产生沸腾,为氢和氮的去除创造条件。
3、钢液脱氧好,有利于脱硫,且化学成分稳定,不锈钢铸件元素的收得率也高,因此不锈钢铸件脱氧是还原期精炼操作的关键环节,氧化期任务完成后,应快速扒净全部氧化渣,如果氧化渣不扒净,在还原期不锈钢铸件就会出现回磷。
1、检查设备、温控仪表是否处于正常工作状态。
2、将脱蜡釜回收的旧蜡液倒入过滤槽中过滤;再送到静置桶中,在低于90℃下静置6-8h。
3、静置完毕把沉淀水放掉后,将蜡液倒入除水桶中。
4、除水桶中的蜡液,在110-120℃保温并搅拌,使残留水分蒸发,到目视蜡液表面无泡沫为止。
5、将除完水的蜡液,经过<60目筛网过滤再放入<90℃的静置桶中,保温静置12h以上。
6、各除水桶、静置桶应定期性的放掉其底部的残留水和脏杂物。
7、把静置桶中处理好的回收蜡液送到模头压蜡机保温桶中,用于主产模头(浇道)。
8、根据旧腊料性能和腊料消耗情况,不定期的在静置桶II中适量加新蜡,一般在3%-5%左右
公司的2207/2507精密铸造铸件产品质量稳定,货源充实,价格合理,配送及时,在浙江、杭州、湖州、金华、丽水、宁波、衢州、绍兴、台州、温州、舟山;浙江温州苍南县、乐清、瑞安、泰顺县、文成县、永嘉县广受机械,阀门,管件行业的欢迎。产品一贯采用批发;零售;;厂家的方式销售,规律的经营给予了众多消费者们便捷通道。我司面对变化理性对待,充分沟通,诚意配合,若有特定需求可与我司沟通协商。
以上是瑞安2507铸造厂家,2207/2507精密铸造铸件的详细信息,如果你对我们的产品/服务有疑问,请联系我们