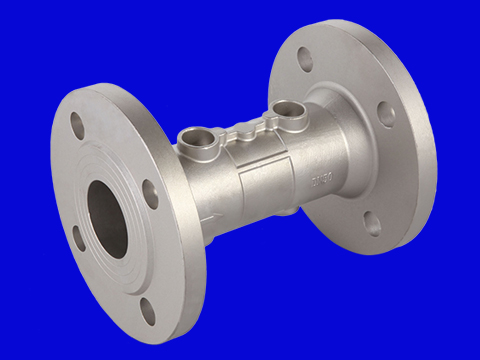
定制不锈钢铸件-供应浙江省质量好的不锈钢精密铸造铸件
浙江立致金属制品科技有限公司成立于2013-11-07,拥有可靠的产品服务和过人的产品质量,生产供应的不锈钢精密铸造铸件拥有用户需求的性能,提供颇具竞争力的制造成本。作为一家有限责任公司,公司屹立于精密铸造行业领域已多年,为地为机械,阀门,管件行业的产品设计提供帮助,公司依靠科技进步和严格管理,的服务,为用户提供优异高能的不锈钢精密铸造铸件。

定制不锈钢铸件-供应浙江省质量好的不锈钢精密铸造铸件。
办法一:进程规划:严格控制进程,合箱前,外型和砂芯是带温状况,浇注时钢液的流动性,对外表粗糙破损的地方选用福士科ISOMOL300醇基锆英粉涂料进行刷涂后点火烘烤,使铸型外表润滑。
办法二:模具规划:不锈钢铸件的外表处理榜首从模具下手,将模具的外表处理洁净,即外表用砂纸擦净后刷硝基油漆,对精度高的铸件选用金属或塑料模具,进步模具外表的光洁度。
办法三:圆角规划:为避免不锈钢锻造时发生白口,除从技术上采纳办法外,有必要使其壁厚不能过薄,壁厚在15mm以上时,用金属型锻造铸件的转角处都有必要选用圆角;
办法四:壁厚规划:因为金属型散热快,因而不锈钢锻造的小壁厚应比砂型锻造铸件的要大一些,各种锻造合金、不一样巨细的锻造小壁厚;
办法五:打磨规划:打磨环节去掉飞边毛刺,对外表不平坦处,进行打磨处理,润滑过度。关于热处理完的铸件选用打磨精抛处理,钢丸粒度规模0。85~1。4mm,硬度HRC40-50,硬度误差±HRC3。0。
办法六:质料规划:原材料下手,外型和制芯运用锆砂树脂砂,目数75-150,选用热固树脂,混碾好的砂子耐火度高,外表润滑,溃散性好,落砂简单。
1、铸件结构的影响:a. 铸件壁厚,收缩率大,铸件壁薄,收缩率小。 b. 自由收缩率大,阻碍收缩率小。
2、铸件材质的影响:a. 材料中含碳量越高,线收缩率越小,含碳量越低,线收缩率越大。 b. 常见材质的铸造收缩率如下:铸造收缩率K=(LM-LJ)/LJ×100%, LM为型腔尺寸,LJ为铸件尺寸。
3、制模对铸件线收缩率的影响:a.射蜡温度、射蜡压力、保压时间对熔模尺寸的影响以射蜡温度非常明显,其次为射蜡压力,保压时间在保证熔模成型后对熔模结尾的尺寸的影响很小。 b.蜡(模)料的线收缩率约为0.9-1.1%。 c.熔模存放时,将进一步产生收缩,其收缩值约为总收缩量的10%,但当存放12小时后,熔模尺寸基本稳定。 d.蜡模径向收缩率仅为长度方向收缩率的30-40%,射蜡温度对自由收缩率的影响远远大于对受阻收缩率的影响。
4、制壳材料的影响:采用锆英砂、锆英粉、上店砂、上店粉,因其膨胀系数小,仅为4.6×10-6/℃,可以忽略不计。
5、浇铸温度的影响:浇注温度越高,收缩率越大,浇注温度低,收缩率越小,因此浇注温度应适当。
6、型壳焙烧的影响:由于型壳的膨胀系数小,当型壳温度为1150℃时,仅为0.053%,因此也可以忽略不计。

定制不锈钢铸件-供应浙江省质量好的不锈钢精密铸造铸件。
不锈钢精密铸造回火处理的目的:一是消除淬火时产生的应力;二足促使淬火后马氏体及残留奥氏体亚稳组织的分解及转化。回火温度通常在共析转变温度以下,可达650℃左右,保温时间不少于2h。随着回火温度的升高,马氏体要从碳的过饱和状态将碳析出,形成弥散、细小的碳化物,马氏体终要形成块状铁素体,所以,随着回火时温度升高的过程,"不锈钢精密铸造" 钢的硬度会逐渐下降。
按照对铸件性能的要求,回火温度分为低、中、高三种:
1、低温回火 回火温度为150~250℃,获得的组织为同火马氏体,即过饱和马氏体中析出一部分碳,在马氏体周围形成碳化物。这种钢的含碳量很少,马氏体中过饱和的碳也少,因此,回火马氏体本身具有很好的韧性,碳化物的析出与稳定化,进一步提高了钢的强度和硬度。
2、中温回火 回火温度为350~500℃,回火组织为回火屈氏体,具有较好的强度和韧性。此种回火工艺广泛应用于低合金铸钢。
3、高温回火 回火温度为500~650℃,回火组织为弥散、 粒状索氏体。淬火+高温回火的处理工艺被称之为调质处理。它适用于多组元强碳化物形成元素的低合金钢,具有高的强韧性。
还在愁要到哪里购买不锈钢精密铸造铸件吗?不用愁啦,现在就告诉你啦。质量认证,是企业化的通行证,也是企业管理的起点。浙江立致金属制品科技有限公司是一家在精密铸造方面秉承客户至上、售后服务到位的有限责任公司。秉承立足客户需求的宗旨,在浙江、杭州、湖州、嘉兴、宁波、绍兴、台州、温州、江山;浙江温州苍南县、乐清、平阳县、瑞安、永嘉县为机械,阀门,管件行业提供优异的不锈钢精密铸造铸件和的售后服务。
不锈钢精密铸造的正确清理方法:
1、干法清理,干法清理包括摩擦清理和抛丸喷丸清理,主要是摩擦清理效率低,效果差。所谓的干燥法清理一般指抛丸,喷丸清理。
2、湿法清理,电液压清砂是指在电压力的作用下把壳体清理干净,它的基本原理是电液捶效应,利用高压脉冲放生气通过水中的特殊电极进行放电,产生很大的液体动力。由于不锈钢精密铸造铸件表面的杂物与金属的震动频率不同,从而得到清沙的目的。

不锈钢精密铸造中温蜡精密铸造模具设计思路如下:
1、失蜡模铸造是一种精密铸造工艺,其尺寸与形状在铸造过程中处于一种稳定的状态,不会产生崩形、变形等。
2、失蜡模铸造件的表面会产生型砂微细颗粒形成的粗糙表面,这表面不能满足图样表面粗糙度值Ra3.2的要求。
3、65Mn材料的铸造件在机械切削加工前要进行退火处理,而且不存在由于表面层硬化而造成不利于切削的情况。
4、8-φ10mm孔和键槽在中温蜡精密铸造设计时可以不考虑,基于模具的制造成本及模具的制造难度和与机加工工艺相比的性价比问题。
“追求”长期是我们的主题,我们将励精图治,再创佳绩,力争上游。我司经营优良的不锈钢精密铸造铸件,产品质量优异,也为机械,阀门,管件行业提供多方位的服务。立致金属制品坚持用诚信谋发展,对设备质量要求严格,设有可靠的技术人员负责质量把关,受到广大机械,阀门,管件行业的支持。欢迎有意向的客户前来参观指导合作!地址:经济技术开发区滨海园区白榆路199号
以上是定制不锈钢铸件,不锈钢精密铸造铸件的相关信息,欢迎致电联系咨询