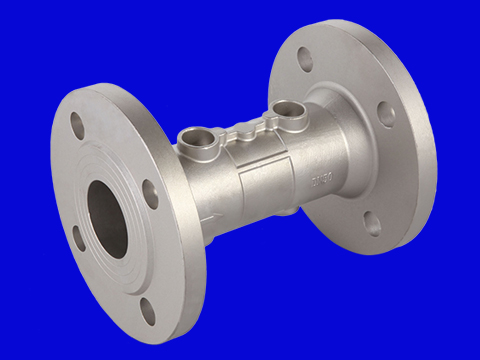
厂家批发不锈钢铸件-浙江省价格公道的不锈钢精密铸造铸件供应
浙江立致金属制品科技有限公司是一家在精密铸造具有发展潜力的有限责任公司,公司立安思危,创优求存,以大型企业设备装配技术为依托,主要从事各式不锈钢精密铸造铸件的生产、销售业务,销售范围遍布浙江、杭州、湖州、嘉兴、宁波、绍兴、台州、温州、江山;浙江温州苍南县、乐清、平阳县、瑞安、永嘉县各地,备受机械,阀门,管件行业瞩目。严格质量过程控制,合同交货周期,是我司不变的执行标准。
厂家批发不锈钢铸件-浙江省价格公道的不锈钢精密铸造铸件供应。
不锈钢精密铸造或称熔模精密铸造,硅溶胶工艺。是一种少切削或无切削的铸造工艺,是铸造行业中的一项优异的工艺技术。那么不锈钢精密铸造都是怎么操作的呢?
不锈钢精密铸造的常规操作做法如下:
首先做出所需毛坯的电极,然后用电极腐蚀模具体,形成空腔。再用浇铸的方法铸蜡,获得原始的蜡模。在蜡模上一层层刷上耐高温的液体砂料。待不锈钢精密铸造获得足够的厚度之后晾干,再加温,使内部的蜡模溶化掉,获得与所需毛坯一致的型腔。再在型腔里浇铸铁水,固化之后将外壳剥掉,就能获得精密制造的成品啦。
公司产品配套设施齐全,价格颇具市场竞争优势,性能适应于国内外市场的需求,深受广大机械,阀门,管件行业的青睐和好评。经过多年的发展,立致金属制品以其雄厚的科技力量、丰富的生产经验,以及严格的质量管理享誉业内。立致金属制品温馨提示广大机械,阀门,管件行业:在您以在线支付;现金支付;银行转账的方式付款后,我们提供的不锈钢精密铸造铸件将在双方协商的时间内发货。
厂家批发不锈钢铸件-浙江省价格公道的不锈钢精密铸造铸件供应。
精密铸造这是一种少切削或者是无切削的铸造工艺,这样的铸件工艺在行业中算是比较的铸造工艺技术,精密铸造不仅适用于各种类型以及各种合金铸造,这样的技术工艺生产出来的铸件的尺寸精度以及表面质量都是非常高的。
精密铸造其铸件自身的尺寸不是很大,对于其精度的要求也不是很高,但是在使用的过程中可以考虑使用铝框锡铋来做模具,这样的模具重量比较重,主要是因为里面含铋。
精密铸造对弈制造其复杂的模具来说,其制作的时间就会比较短,在程度上省去了机加工的费用,对于复杂的薄壁铸件,为了有效的提高产品型壳透气性,在可能的情况下,在高处可以设置排气孔。
精密铸造可以合理的设置其浇注系统,这样在程度上有效的防止其浇注卷气,这样比较有利于型腔中的气体排出,在制作的过程中可以适当的提高其浇注的温度,尽量将低浇包嘴至浇口杯距离。
1、铸件结构的影响:a. 铸件壁厚,收缩率大,铸件壁薄,收缩率小。 b. 自由收缩率大,阻碍收缩率小。
2、铸件材质的影响:a. 材料中含碳量越高,线收缩率越小,含碳量越低,线收缩率越大。 b. 常见材质的铸造收缩率如下:铸造收缩率K=(LM-LJ)/LJ×100%, LM为型腔尺寸,LJ为铸件尺寸。
3、制模对铸件线收缩率的影响:a.射蜡温度、射蜡压力、保压时间对熔模尺寸的影响以射蜡温度非常明显,其次为射蜡压力,保压时间在保证熔模成型后对熔模结尾的尺寸的影响很小。 b.蜡(模)料的线收缩率约为0.9-1.1%。 c.熔模存放时,将进一步产生收缩,其收缩值约为总收缩量的10%,但当存放12小时后,熔模尺寸基本稳定。 d.蜡模径向收缩率仅为长度方向收缩率的30-40%,射蜡温度对自由收缩率的影响远远大于对受阻收缩率的影响。
4、制壳材料的影响:采用锆英砂、锆英粉、上店砂、上店粉,因其膨胀系数小,仅为4.6×10-6/℃,可以忽略不计。
5、浇铸温度的影响:浇注温度越高,收缩率越大,浇注温度低,收缩率越小,因此浇注温度应适当。
6、型壳焙烧的影响:由于型壳的膨胀系数小,当型壳温度为1150℃时,仅为0.053%,因此也可以忽略不计。

不锈钢精密铸造回火处理的目的:一是消除淬火时产生的应力;二足促使淬火后马氏体及残留奥氏体亚稳组织的分解及转化。回火温度通常在共析转变温度以下,可达650℃左右,保温时间不少于2h。随着回火温度的升高,马氏体要从碳的过饱和状态将碳析出,形成弥散、细小的碳化物,马氏体终要形成块状铁素体,所以,随着回火时温度升高的过程,"不锈钢精密铸造" 钢的硬度会逐渐下降。
按照对铸件性能的要求,回火温度分为低、中、高三种:
1、低温回火 回火温度为150~250℃,获得的组织为同火马氏体,即过饱和马氏体中析出一部分碳,在马氏体周围形成碳化物。这种钢的含碳量很少,马氏体中过饱和的碳也少,因此,回火马氏体本身具有很好的韧性,碳化物的析出与稳定化,进一步提高了钢的强度和硬度。
2、中温回火 回火温度为350~500℃,回火组织为回火屈氏体,具有较好的强度和韧性。此种回火工艺广泛应用于低合金铸钢。
3、高温回火 回火温度为500~650℃,回火组织为弥散、 粒状索氏体。淬火+高温回火的处理工艺被称之为调质处理。它适用于多组元强碳化物形成元素的低合金钢,具有高的强韧性。
不锈钢精密铸造加工中对刀具的基本要求如下:
1、刀具几何参数的要求加工不锈钢时,刀具切削部分的几何形状,一般应从前角、后角方面的选择来考虑;
2、对刀具切削部分表面粗糙度的要求提高刀具切削部分的表面光洁度可减少切屑形成卷曲时的阻力,提高刀具的耐用度;
3、对刀杆材料的要求不锈钢加工时,由于切削力较大,故刀杆具备足够的强度和刚性,以免在切削过程中发生颤振和变形。这就要求选用适当大的刀杆截面积,同时还应采用强度较高的材料来制造刀杆;
4、对刀具切削部分材料的要求加工不锈钢时,要求刀具切削部分的材料具有较高的耐磨性,并能在较高的温度下保持其切削性能。硬质合金材料制成的刀具更适合不锈钢的切削加工。
我司坚持科学发展,加强自主创新,提高核心竞争力。不锈钢精密铸造铸件制作材料上乘,价格公道,公司服务态度较好,合作信誉优良。浙江立致金属制品科技有限公司实施自主创新战略,建设创新型企业。欢迎广大客户光临惠顾精诚合作,共展宏图。公司地址:经济技术开发区滨海园区白榆路199号
想了解更多关于厂家批发不锈钢铸件,不锈钢精密铸造铸件的相关信息,请查看更多动态