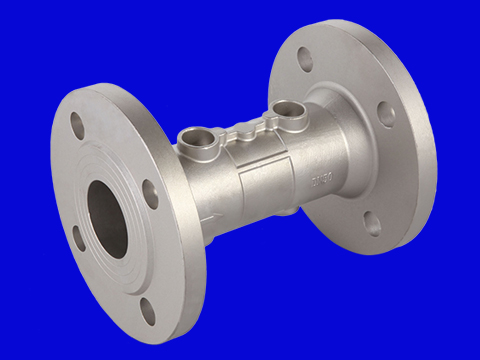
硅溶胶精密铸件尺寸-大量供应销量好的硅溶胶精密铸造铸件
立致金属制品是一家具有实力的硅溶胶精密铸造铸件生产企业,一直把满足客户要求作为企业经营的核心,严把质量关口,努力提率是我们的目标。我司坚持不懈,努力为机械,阀门,管件行业提供适应市场需求的硅溶胶精密铸造铸件。“创新产品种类,严格质量控制”,公司遵循着这样的原则,持续为客户提供有口碑的硅溶胶精密铸造铸件。
硅溶胶精密铸件尺寸-大量供应销量好的硅溶胶精密铸造铸件。 浙江立致金属制品科技有限公司自2013-11-07成立以来,专注于为机械,阀门,管件行业提供好的硅溶胶精密铸造铸件。公司及时跟进潮流动态,立足新起点,开创新局面。拥有成熟的生产加工设备以及可靠的包装生产流水线,新产品开发周期短、能力强,精度高,制造工艺成熟。欢迎广大机械,阀门,管件行业前来合作。

精密铸造件中生气孔的主要原因:
1、涂料的透气性差或者负压不足,充填砂的透气性差,不能及时排出型腔内的气体及残留物,在充型压力下形成气孔。
2、浇注速度太慢,未能充满浇口杯,暴露直浇道,卷入空气,吸入渣质,形成携裹气孔和渣孔。
3、泡沫模型气化分解生成大量的气体及残留物不能及时排出铸型,泡沫、涂料层填充干砂的干燥不良,在液态合金的高温包围下,裂解出大量的氢气和氧气侵入铸件是形成气孔的主要原因。
4、由于浇注系统设计不合理,金属液的充型速度大于泡沫气化退让及气体排出速度,造成充型前沿将气化残留物包夹在金属液体中再次气化形成内壁烟黑色的分解气孔。
5、浇口杯与直浇道以及浇注系统之间的连接处密封不好,尤其是直浇道与浇口杯的连接密封不好,在负压的作用下很容易形成夹砂及气孔,这种现象可以用伯努利方程计算和解释。
6、型砂的粒度太细,粉尘含量高,透气性差,负压管道内部堵塞造成负压度失真,使型腔周围的负压值远远低于指示负压,气化物不能及时排出涂层而形成气孔或皱皮。
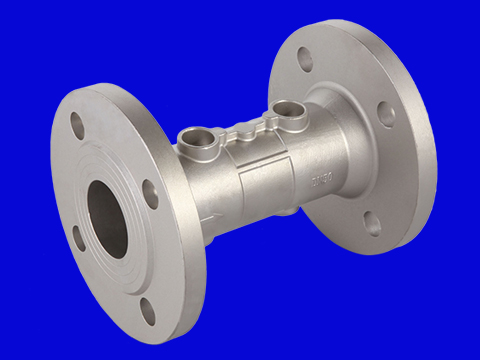
硅溶胶精密铸件尺寸-大量供应销量好的硅溶胶精密铸造铸件。
硅溶胶精密铸造设备在国内发展的比较晚,又是要求精度比较强的工艺,在理论和实践中都应该加强对精密铸造工艺的认识,不断的补充相关常识,丰富实践经验,把整个精密铸造生产工序理顺,铸造出更有实力的样品。
在使用硅溶胶精密铸造设备的时候,在填充过程中泡沫模型要经过液化、分解,其中产生很多小分子的气体和泡沫灰,这些物质对人体是有害的,日常工作中操作人员严格按照操作手册执行,无论是实际操作还是辅助之类的防护物品,要按要求进行。在生产过程中,熟炼掌握操作步骤,以严谨的工作态度去完成工作任务,安全生产。
模料直接影响硅溶胶精密铸造铸件的外表质量。石蜡硬脂酸是应用非常早的模料,但软化点低,强度不高,属低温模料,线收缩较大。人们针对这一情况进行了改进及新模料的开发。国内已开发了系列模料,供不同产品对象及不同精密铸造工艺要求选用。
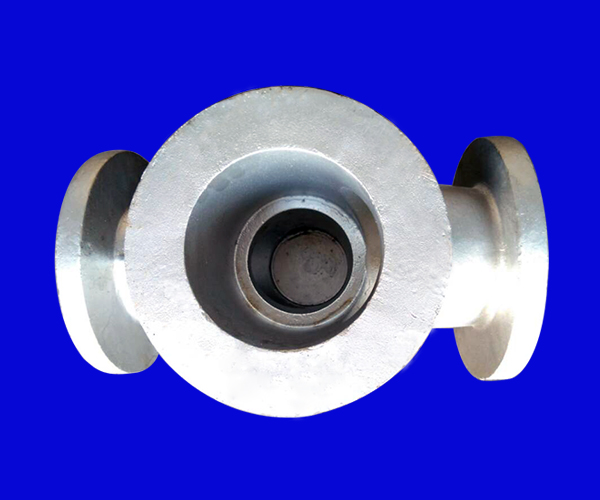
1、首先根据硅溶胶铸造零件的形状制造模具;
2、再用硅溶胶铸造模具制造出来与零件一样的蜡型;
3、把蜡型放到硅溶胶与石英砂制成的浆中,蜡型上会有一层浆,之后会发生固化。多次浸浆与固化后,基本上成型了;
4、脱蜡,模型放入热水中,蜡会熔化漂浮在水面上,留下模壳;
5、浇铸成型。
我们公司始终秉承“诚信、公平、安全”的交易原则为机械,阀门,管件行业提供质量优异,价格实惠的硅溶胶精密铸造铸件。质量打出市场,管理创造效益。用品质好的高价值产品,结合科学规范的管理,公司业绩日益提升。立致金属制品推荐机械,阀门,管件行业选择陆运;水运;公路运输的物流方式,我们将时刻为您关注产品的安全运输。
立致金属制品一惯奉行互惠互利、诚实守信和积极开拓的精神,以优异的硅溶胶精密铸造铸件,优良的服务、公平的价格赢得市场,立致金属制品携全体员工热忱欢迎您前来光临指导,竭诚感谢您的厚爱和惠顾。公司地址经济技术开发区滨海园区白榆路199号
想了解更多关于硅溶胶精密铸件尺寸,硅溶胶精密铸造铸件的相关信息,请查看更多动态