瑞安2507精密铸造-浙江2207精密铸造
浙江立致金属制品科技有限公司是主要对2207/2507精密铸造铸件进行开发、生产、销售的企业,生产技术力量雄厚、制造工艺水平成熟,质量监督体系。自公司2013-11-07以来,已在精密铸造领域占据主要地位,用户反馈良好。持续创新是企业生存和发展的源泉和动力,我司会再接再厉,生产更适合用户需求、适应市场发展的产品。


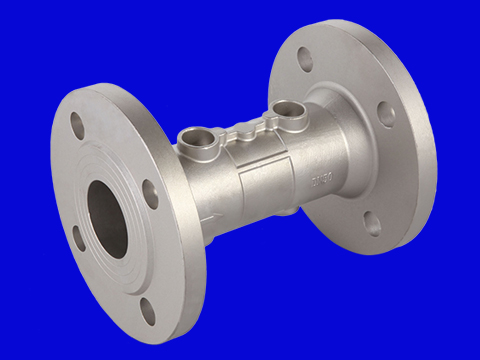
瑞安2507精密铸造-浙江2207精密铸造。
1、以很少的电耗将固体炉料迅速熔化为均匀的液体,炉料熔化的同时,熔池中也发生各种各样的物化反应,主要有元素的挥发和氧化、钢液的吸气、热量的传递与散失以及夹杂物的上浮等。因此不锈钢铸件熔化期提前造渣覆盖于钢液面上,既可减少散热,减少钢液的吸气量,又可促使夹杂物的上浮等,磷是钢中的有害元素,在冶炼过程中,要尽量降低不锈钢铸件中的磷含量。
2、不锈钢铸件氧化期脱碳过程产生的CO或(CO+CO2)气泡,有吹氧时来不及参加反应的氧气泡和有目的地往熔池中直接吹入惰性气体或纯CO气体而形成的气泡上升与逸出,使熔池产生沸腾,为氢和氮的去除创造条件。
3、钢液脱氧好,有利于脱硫,且化学成分稳定,不锈钢铸件元素的收得率也高,因此不锈钢铸件脱氧是还原期精炼操作的关键环节,氧化期任务完成后,应快速扒净全部氧化渣,如果氧化渣不扒净,在还原期不锈钢铸件就会出现回磷。
酸洗液酸洗主要运用于较小型没经加工的零配件整体清理,能够运用浸入或涂刷的办法。溶液温度在21-60℃时,每过10分钟左右查验一回,直到不锈钢铸件表现出均衡的白色酸蚀的光滑度为止。
钝化液主要应用于小型玻璃容器或零部件整体清理,能够运用浸入或涂刷的办法,当溶液温度在48-60℃时,每8分钟查验一回,当溶液在21-47℃时,每20分钟查验一回,直到不锈钢铸件表层生成均衡的钝化膜为止。
酸洗钝化零配件得用洁净水将表层冲洗洗净,用酸性石蕊试纸测试冲洗面的任何处,使PH值在6.5-7.5之间,之后擦干或用压缩气体风干。
不锈钢铸件表层会残留各类油渍、锈、氧化皮、焊斑等污垢,而经过酸洗、钝化处理后表层会变得均衡呈银白色,还能提升不锈钢铸件的耐腐蚀性能。
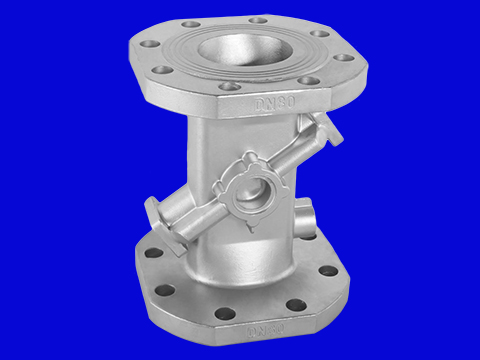
瑞安2507精密铸造-浙江2207精密铸造。
1、熔化炉温度不稳定,因此在不锈钢铸件浇筑过程中,会产生温度差,给测量的准确性带来了非常大的影响。严密铸造中的温度控制就是要利用这些温度数据,找到一个能够保证不锈钢铸件质量的温度范围。
2、如果在不锈钢铸件铸造中使用了不规范的融化技术,也会对温度测量产生相应的影响。如高蒸汽压力元素过渡沸腾、熔池表面产生扰动或形成反应产品,这也会使常规高温计产生误差。
3、测量设备本身的信号处理能力不强,由于测量仪器与控制设备之间的每个模拟打到数字或数字到模拟转换都会造成误差,因此宽泛的温度模拟范围会导致测量不锈钢铸件精度的下降。
优异的服务是客户的需求,而满足客户的需求是我们不变的宗旨。立致金属制品为了客户能够更快的接收到产品,我们出售的2207/2507精密铸造铸件提供使用陆运;水运;公路运输的方式来运送。创新是根本,质量是生命,务实是宗旨,效益是目标。我司坚持创新经营模式,勇于创新勇于尝试;坚持产品质量的追求,不懈进取,努力为客户提供质量过人的产品;我司坚持在务实诚信的基础上,努力实现企业效益的增长。
1、浇注条件设置不合理:如浇注充型的流程设置过长,造成浇注过程中浇注钢液温度低,特别是对不锈钢铸件壁厚加大位置,浇注钢液的凝固速度慢,造成液相—固态停留时间较长,促使了钢液与模样热分解产物的作用时间增长,加大了不锈钢铸件的渗碳与积碳量。
2、不锈钢铸件的生产熔炼配料中碳含量未严格控制,特别是各种废钢中的含碳量和各种废钢中是否存在有其他合金成分的材料不明。
3、浇注系统设置不合理:特别是抽真空系统与浇注砂箱或不锈钢铸件浇注工艺造型的配置不合理,造成不锈钢铸件在浇注过程中,浇注砂箱内的真空度不等、偏差过大,或实际真空度不足,而真空压力表显示又是符合技术参数要求的错误数值,使模样的热分解产物无法迅速快捷地排出浇注型腔,造成不锈钢铸件的渗碳或积碳。
1、检查设备、温控仪表是否处于正常工作状态。
2、将脱蜡釜回收的旧蜡液倒入过滤槽中过滤;再送到静置桶中,在低于90℃下静置6-8h。
3、静置完毕把沉淀水放掉后,将蜡液倒入除水桶中。
4、除水桶中的蜡液,在110-120℃保温并搅拌,使残留水分蒸发,到目视蜡液表面无泡沫为止。
5、将除完水的蜡液,经过<60目筛网过滤再放入<90℃的静置桶中,保温静置12h以上。
6、各除水桶、静置桶应定期性的放掉其底部的残留水和脏杂物。
7、把静置桶中处理好的回收蜡液送到模头压蜡机保温桶中,用于主产模头(浇道)。
8、根据旧腊料性能和腊料消耗情况,不定期的在静置桶II中适量加新蜡,一般在3%-5%左右

浙江立致金属制品科技有限公司坐落于经济技术开发区滨海园区白榆路199号,是一直专注于2207/2507精密铸造铸件生产和研发的公司,产品的质量与服务都深受众多机械,阀门,管件行业满意认可。我司努力提高售后服务质量 , 提升客户满意程度。如您想选购优异的2207/2507精密铸造铸件,欢迎前来咨询,我们有相关方面可靠人员为您介绍我们的产品。
欢迎来电咨询联系人,了解2207/2507精密铸造铸件的相关信息