




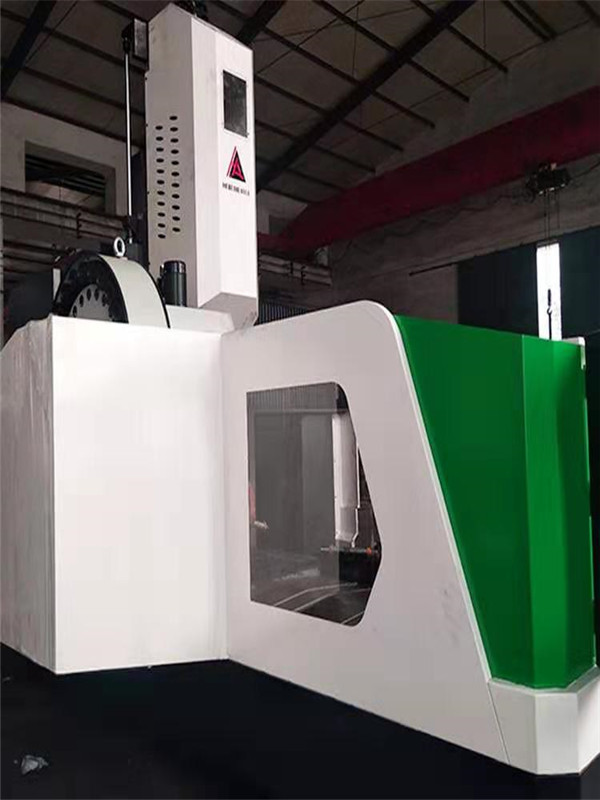
数控龙门钻铣床三轴-精密数控龙门钻铣床多少钱
河北华岳机械制造有限公司成立于2004-06-28,是一家专业从事数控龙门钻铣床经营销售的有限责任公司。集研发、生产、销售、服务于一体。产品应用领域广泛,在机床行业领域占有的市场,获得了众多用户的好评。严格质量过程控制,合同交货周期,至今已创下良好的信誉及口碑,以技术过硬、服务周到而享誉全国。
数控龙门钻铣床三轴-精密数控龙门钻铣床多少钱。
数控龙门铣改造 机床在位销售,我公司数控龙门铣改造完毕。
数控改造至少有五大好处: 数控改造投资额小、交货期短。同购置新机床相比,一般可以节省60%~80%的费用,改造费用低。特别是大型、特殊机床尤其明显。一般大型机床改造,只需花费新机床购置费用的三分之一,交货期短。但有些特殊情况,如高速主轴、托盘自动交换装置的制作与安装过于费工、费钱,往往改造成本提高2~3倍,与购置新机床相比,仍可节省投资50%左右。数控改造性能更稳定。各基础件经长期时效,几乎不会产生应力变形而影响精度;各功能部件经长期磨合,功能稳定性、可靠性好。数控改造可充分利用现有的条件。可以充分利用现有地基,不必像购入新设备时那样需重新构筑地基。机床改造后,更有利于使用与维护。由于用户、维修人员不仅可以直接参与改造方案的制定,而且可以参与改造的全过程,可以直接获取各种技术信息,更深入地掌握机床的结构及性能特点,从而增强使用与维修的主动能力。
成帅是数控机床、数控改造、机床维修、机械加工、设备零部件等产品生产加工的专业厂家。十多年来服务的客户遍布全国各地。其中包括:数控加工中心、高精度磨床、龙门刨、立式车床等。以及普通机床的升级改造,如:普通车床改造为数控机床,普通磨床升级为静压磨床,普通机床电器升级为PLC控制龙门刨改造成龙门铣等等。并承接各种机床的大、中、小修和机床导轨的淬火磨削业务。欢迎各界朋友莅临参观、指导和业务洽谈。
华岳机械拥有高素质技术人员,以及强大的销售团队。以企业综合实力为基础,建立现代化高效率机制,不断加强企业管理,提高经营效益生产数控龙门钻铣床,产品质量保证,经久耐用,具有加工的用途。我司树立“好服务是生命,企业满意是目的”的服务原则,在全国深受广大需求群体的认可与好评。

数控龙门钻铣床三轴-精密数控龙门钻铣床多少钱。
多轴钻床广泛应用于机械行业多孔零部件的钻孔及攻丝加工。
如汽车、摩托车多孔零部件:发动机箱体、铝铸件壳体、制动鼓、刹车盘、转向器、轮毂、差速壳、轴头、半轴、车桥等,泵类、阀类、液压元件、太阳能配件等等。多轴钻床可分为可调式和固定式两种规格,可调式多轴钻床在其加工范围内,其主轴的数量、主轴间的距离,相对可以任意调整,一次进给同时加工数孔。在其配合液压机床工作时,可自动进行快进、工进(工退)、快退、停止。同单轴钻(攻丝)比较,工件加工精度高、工效快,可有效的节约投资方的人力、物力、财力。尤其机床的自动化大大减轻操作者的劳动强度。固定式多轴钻床采用单件(加工件)专机的设计方案,根据其加工件加工频率高、量大之原因,专门量身定制一件一机的设备,在其工作中勿须担心尺寸跑偏而伤脑筋。除用到常规的产品外,还可根据客户的特殊要求进行专项设计。
多轴钻床大体分为两种类型:可调式和固定式。
可调式:本体结构得用齿轮箱配合万向节头所组成,由于万向节是可活动轴件,故在限定范围内可左右移动。在调整加工孔距时不受齿轮所限制,适合加工多样不定性孔件,使用范围较广。缺点是精度方面控制有所欠缺,长期使用跑位率相比略高。适合单件加工量不大,长年更换加工件的企业。
固定式:根据单件加工件量身定制多轴器,即依照零件的间距、排布,定死动轴。从而达到单品单轴,一件一台的多轴器标准方案。这是使用多轴器终的模式,是提高生产效率快的钻床设备。固定式加导孔板多轴器准确耐用,在更换式件时,有很多空间取付方便,不会受到治具之妨碍。所加工出来的产品更,多轴钻床也更耐用。

钻铣床是集钻与铣,功能,钻铣床的铣削方式主要有两种: 铣削方式 铣削方式
一、周铣
使用铣刀圆周上的切削刃进行的铣削,称为周铣,也称周边铣削,由于圆柱铣刀由多个刀齿组成,所以铣出的平面会有微小波纹。同时,其圆柱度的好坏直接影响铣削平面的平面度。
二、端铣
使用端铣刀的端齿进行的铣削,称为端铣,也称端边铣削。他是利用铣刀端面上的刀尖来形成平面的,因此其加工过的平面也有一条条刀纹,这种刀纹的粗糙度大小与转速和进给速度等因素有关。另外,钻铣床主轴轴线与工件进给方向的垂直度决定其铣削平面的好坏。
三、周铣与端铣的分析对比
周铣和端铣在铣削单一平面时是分开的,在铣削台阶和沟槽等,则往往是同时存在的。现就铣削单一平面时的情况对周铣和端铣分析对比如下:
(1)面铣刀的刀杆短,装夹刚性较好,同时工件的刀齿比较多,故振动小,而圆柱铣刀刀杆较长,轴径较小,同时工件的刀齿比较小,故容易使刀杆产生弯曲变形,引起振动。
(2)面铣刀便于镶装硬质合金刀片进行高速铣削,生产效率高,铣削质量也较好,而圆柱铣刀镶硬质合金刀片比较困难。
(3)面铣刀的直径大可达1M左右,一次能铣出较宽的表面,而圆柱铣刀在铣削宽度较大的工件时,一般接刀铣削,故留有接刀痕迹。
(4)圆柱铣刀可采用大的刃倾角,对难加工材料的铣削有的帮助。
所有这一些决定了端铣的加工质量和生产效率都比周铣高,因此加工平面时一般采用端铣。

真诚为客户提供好的产品,周到细致的服务是河北华岳机械制造有限公司一直奉行的销售准则,使得公司销售的数控龙门钻铣床在机床行业中有着强大的竞争优势。我司通过多年在本行业的不断研究,以及对公司产品品质的坚持,已赢得广大需求群体一致肯定。本公司将以“面向客户,适应市场”为导向,力求价格让用户满意,产品质量得客户肯定。
关于数控龙门钻铣床信息,请来电联系我们咨询了解


