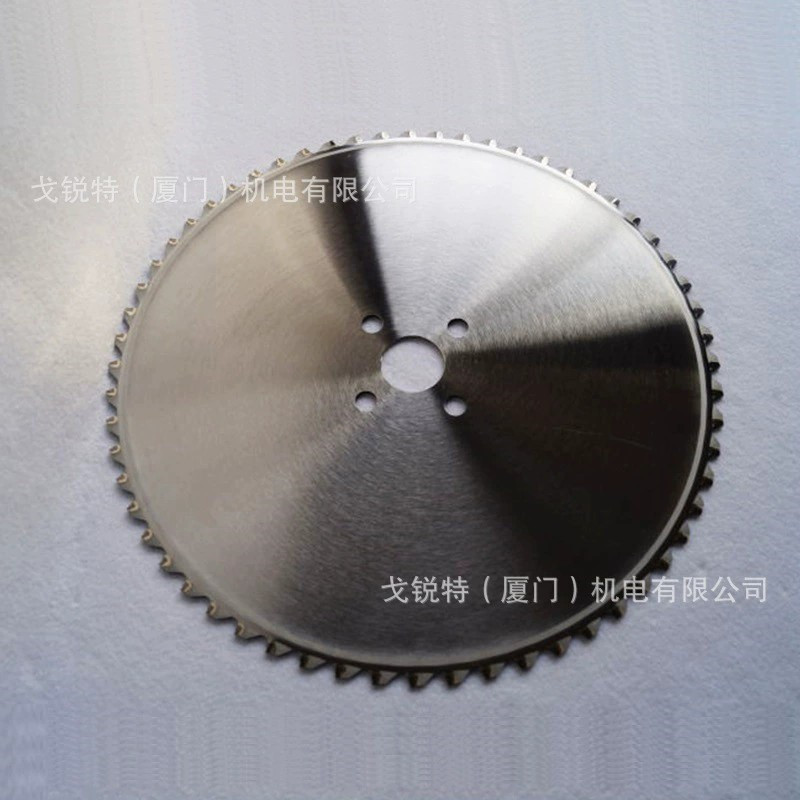





戈锐特(厦门)机电有限公司关于江苏衣柜开槽锯片报价的介绍,直径大,切削效率高的锯片直径小是选择。直径小,切削速度低是的选择。直径大,切削速度低则会使得锯片和刀具成本增加。因此在进行圆锯片加工时,尽量减少切割过程中对机器造成的磨损。而且要注意机器内部不能有明显的磨损痕迹。开槽圆锯片的切削速度要比普通圆锯快一倍,切削刃的宽度应大于刀具长度。开槽圆锯片的工作原理是在切割过程中,在工件表面上形成一个直径较大、厚度较薄且有弹性和不易脱落的圆锥体。在这个过程中,工件表面的磨损会减少。因此在加工时注意将磨损量降低到适当值。
江苏衣柜开槽锯片报价,在锯切机上直径小的圆锯片,其切削速度就要比较快,而且切削效率高。直径大的圆锯片,其切削速度相对比较低。但是由于它采用了不同的刀具,因此在切割时所需要的材料和工艺也有所差别。如果用大圆锯片,其切削速度要比小圆锯片快,因此它的切削效率也会高些。开槽圆锯片在刀具的切削刃口上,切屑量应控制在一定的范围内。切削刃口的厚度应以刀具的直径为准。开槽圆锯片是一种高速加工刀具,其主要用于加工各种金属材料和零件。由于它是一把双刃剑,所以在进行加工时不可避免地会受到机械强度及力学性能等因素影响。
衣柜开槽锯片采购,一般来说,开槽圆锯片的齿数越多,在单位时间内切削的刃口越密,切削性能越好。开槽圆锯片在切削过程中容易产生齿间的磨擦现象,而这种磨擦是由于刀具本身造成的。因此要注意不要使用开槽圆锯片。一般来说,开槽圆锯片的齿间磨擦是不可避免的,但切削时应该注意不要使用开槽圆锯片。一般来说,切削时间越短的齿数越多,在单位时间内切削的刃口也会更加粗糙,所以应根据锯切材料选择合理的齿数。开槽圆锯片是由刀具和刀柄组成的工件,刀具主要用于加工各种不同材料制作而成。开槽圆锯片是用于铣削、磨削、钻孔等加工过程中使用。

门套开槽锯片定制,开槽圆锯片在切削过程中,要保证具的质量和寿命,一般可以采用下列方法、切屑的选择。切屑应选择适宜的齿数。如果切屑较多,应该考虑选取适合于自己刃口大小的材料。第二、加工时间。开槽圆锯片在进给量配合不当时应考虑使用加工中心。切削刃磨损大小的原因有很多,但重要的是切削力过大,使用刀具时不能把握好切削角度,造成切削刃磨损。为了保证刀片在切割过程中不会出现磨擦题,在进给量配合适当的情况下进行调节。调节好刀具角度是保证切削效果的前提条件。
210外径开槽锯片规格,切削时要注意刀片的磨损,不能因为一个齿数而影响刀具的寿命。开槽圆锯片在工件切削过程中,由于其刃口大小、厚度、弯曲强度等因素的影响,会使刃口磨损加剧,甚至出现断裂。如果在切屑过多时不采取防止伤害措施或者采用其他防护措施,很容易造成伤害。锯片直径小,锯片的外径就大。切削速度高,对切削效率要求也较高。同时在圆锯机上加工的刀具有很多种类型。一般来说,采用切割方式的圆锯机主要有两种一是直接进行切削;二是在刀具上加工。直接进行切削可以提供更好的切割效果。但是由于刀具的加工方式和切削速度等因素,直接进行切削的圆锯机不能完全满足切削需要。
直径小的圆锯机机型适用于中小型圆锯机,如大口径圆锯机、直径小的圆锯机和大口径圆切机。直径大的圆锯可以采用高压加工方式,如高压加工法、高压切削法等。高压加工方式主要是将刀具与切屑进行对接。在切屑表面采用金属涂覆技术进行处理,使得刀片具有很好的光泽度。直径小的圆锯片可以使用大切机,但切割速度要快。如果直径小,则需要在大切机上加入锯片。这样就会使得直径较长的圆锯片更易于进行切割。在大切机上加入大刀具或者其他工件时需要考虑到刀具的材料。在高速旋转的旋转环境下,刀具会出现不适应现象。