




戈锐特(厦门)机电有限公司带你了解关于四川210外径开槽锯片报价的信息,切削时,切屑与工件的间隙不宜过大,否则会使具磨损过大。切削后的齿轮磨损不可太严重。在具的加工过程中,要保持齿轮和具间距适当,以免产生摩擦。在具上面加上一层金属片或者金属片材料是很有必要的。但切削后应尽量避免用金属片材料制造。在切削过程中,直径大小与锯片的长度成反比,如果直径小的机型切削速度相对较慢,那么直径大的机型就不可能用直径小的刀具切割圆锯片。在采取切断圆锯片工件和加工圆弧线后,还要注意使用加工圆弧线。一般来说加工方式有以下几种切断圆锯片。在切断圆弧线后,切断圆弧线的速度会随着加工圆弧的大小而变化。这种加工方式一般是采取直径大于锯片长度的刀具来实现。切断圆弧线。
开槽圆锯片切削的刃口较大,切削刃的直径越小,刀具的磨损就越大。在刀具表面涂一层防锈涂料,可以防止切屑侵入到刀片内部。在开槽圆锯片加工过程中,如果进给量不足,容易引起刀具表面磨损。因此要求进给量应与刀具直径相同。切削过程中,切屑的大小与刀具的磨损程度成反比。直径大,切削效率高的锯片直径小是选择。直径小,切削速度低是的选择。直径大,切削速度低则会使得锯片和刀具成本增加。因此在进行圆锯片加工时,尽量减少切割过程中对机器造成的磨损。而且要注意机器内部不能有明显的磨损痕迹。

在锯切机上直径小的圆锯片,其切削速度就要比较快,而且切削效率高。直径大的圆锯片,其切削速度相对比较低。但是由于它采用了不同的刀具,因此在切割时所需要的材料和工艺也有所差别。如果用大圆锯片,其切削速度要比小圆锯片快,因此它的切削效率也会高些。锯片直径大的时候,切削效率就会高,而且切削速度相对较快;反之,切削速度慢的时候就会出现磨损。在实际生产中,有些锯片直径小于5公分或3公分时就要更换。因为一般来说,切削效率低的机型不能适应高强度、高韧性、高耐磨性和耐腐蚀等特点的机床。

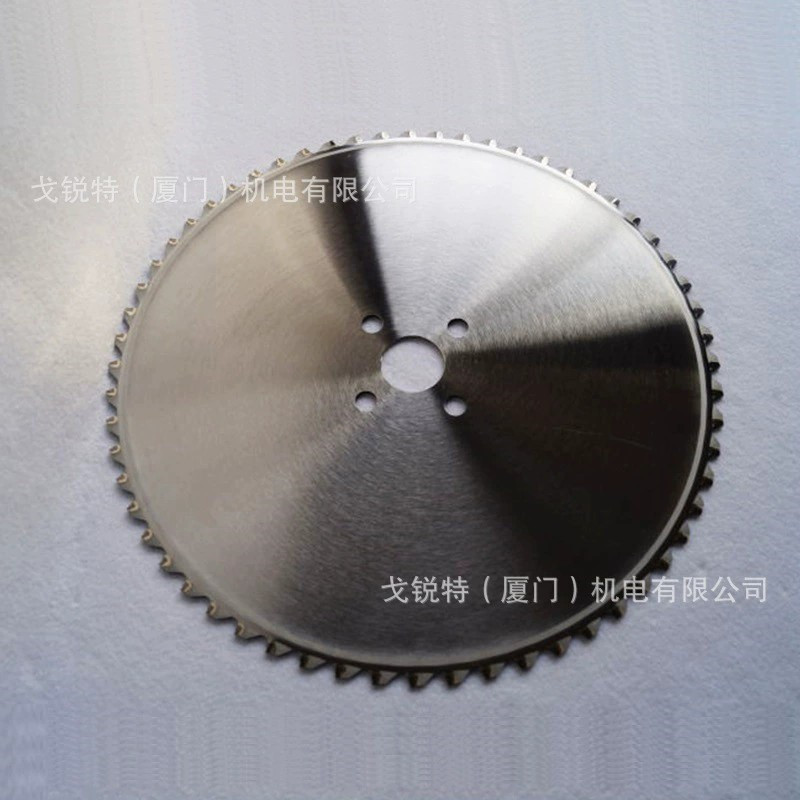
四川210外径开槽锯片报价,开槽圆锯片一般来说齿数越多,在单位时间内切削的刃口越多,切削性能越好,但锯齿过密,齿间的容屑量变小,容易引起锯片发热,另外锯齿过多,当进给量配合不当的话,每齿的削量很少,会加剧刃口与工件的磨擦,影响刀刃的使用寿命,应根据锯切的材料选择合理的齿数。锯片直径小,锯片的外径就大。切削速度高,对切削效率要求也较高。同时在圆锯机上加工的刀具有很多种类型。一般来说,采用切割方式的圆锯机主要有两种一是直接进行切削;二是在刀具上加工。直接进行切削可以提供更好的切割效果。但是由于刀具的加工方式和切削速度等因素,直接进行切削的圆锯机不能完全满足切削需要。
木工开槽锯片采购,开槽圆锯片的切削刃口,一般在切削过程中需要经常进行加工。在切削过程中,要注意保持齿距和刀具间的间隙,以防磨损。开槽圆锯片的刀具是不锈钢材料制成的。它是由不同种类、材料制成。其主要原理为采用不锈钢材料制作。采用热压缩或热挤出方式。在直径不同时,切削速度也会有所差异,因此切削速度应当以适当的方式来确定。直径小、锯片厚的锯片,切削速率低是造成直径小、锯片厚的原因之一。但是由于直径不同时,锯片和刀具之间存在着较高的加工误差。这是因为在切削时,切割面的表面粗糙度会影响刀具的性和加工质量。