山东博瑞特智能科技有限公司为您介绍河北球团自动化报价的相关信息,喷吹罐自动进行加料和充压等,轮流连续不断地向高炉喷吹煤粉。喷吹罐的轮换程序是从喷吹罐1H1到喷吹罐1H2,然后再返回到1H1。当一个喷吹罐到达低位重量值时,控制系统将自动启动另一个喷吹罐。被启动的喷吹罐需要在正在喷吹的罐到达重量设定值之前已经装好煤粉,充好压,处在等待喷吹状态。重量设定值信号同时也在线设定在下一个罐上,以便能达到平稳地转换。煤粉喷吹系统主要工艺过程如下在一个塔式结构的喷煤车间内装有三套喷吹系统,分别向3座高炉喷吹煤粉。喷吹系统包括了一个煤粉仓和每个喷吹系统的两个喷吹罐。煤粉制备车间制成的煤粉经布袋收粉器后,经锁气器进人煤粉仓。从煤粉仓(PCSB)送出的煤粉交替地加人各个喷吹罐,然后通过喷吹罐主管和分配器用气力将煤粉送进高炉风口。
河北球团自动化报价,基于这种环境,各种各样不同的技术可以在一个用户接口下,集成在一个有全局数据库的总体平台中,这样系统之间的接口费用大大降低,备品备件的品种和数量也大大减少。同时技术人员可以在一个平台下对所有应用进行组态、编程和监控,可以大大提高监控水平,减少非计划停车时间。也是由于应用一个组态平台,培训和工程变得简单,费用也大大降低。八条皮带机以及布料小车的自控控制,经配料结束后的原料先经l#皮带开始运送,然后经2#皮带将配料的烘干,然后输送到4#皮带进行润磨,润磨后通过5#皮带运送到3#皮带,这时通过3#皮带、6#皮带运送到混合仓、圆盘造球机造球,造好的生球通过7#皮带进入生球筛分机,筛下的生球通过8#皮带、布料小车进入竖炉焙烧,筛下的碎球由3#皮带、6#皮带输送到圆盘造球机二次造球。配料结束,皮带运行,需要从后一个皮带机开始运行,然后l#皮带运行;皮带停止时,与运行开启顺序相反,由后运行的皮带先停止,即逆序启动、顺序停止,这样设计可以避免堆料、堵料,而且可以保证运行的稳定和安全;
本工程的基础自动化控制系统在工艺上分成3个控制子系统煤粉制备系统2套和煤粉喷吹系统1套。3个系统之间的通讯用西门子的数据网络通讯技术(工业以太网)实现。系统的各类电源采用在UPS电源基础上的集中供配制,实用并便于维护管理。系统网络层分两级(1)标准以太网服务器控制方式,方便地实现远程操作和网络扩展;(2)现场总线实现现场与系统的统一。竖炉焙烧是竖炉球团工艺中起着至关重要的作用,直接影响球团矿的好坏以及成品矿的产量,要获得质量更好的球团矿以及更高的产量,就需要分析竖炉的内部构造,这样才能熟悉生球在竖炉内部的干燥、焙烧、氧化还原及冷却环节的运动轨迹。
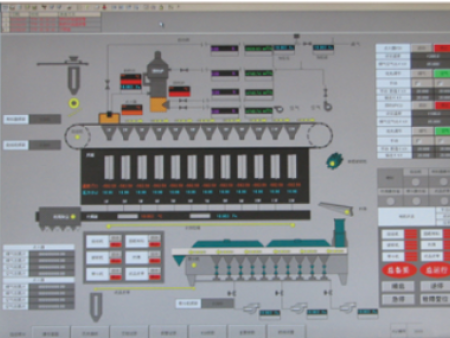
球团自动化厂家,调节电磁振动给料机和布料机的布料频率,控制其速度,使其速度达到优化模型中的较大速度。通过控制煤气、助燃风和冷却风的调节阀,使助燃风与冷却风流量的比值在优化模型给定参数的范围内,在焙烧过程中达到较好的燃空比值。通过一段时间的运行,提高了竖炉球团的生产效率,上节省了煤气和风机的电耗,由此可证明该优化模型的设计是合理的。配料仓振动器、造球仓壁振动器、圆筒干燥机、螺旋给料机、振动漏斗、圆盘造球机、生球筛分机、齿辊卸料机、电磁振动给料机、链板机、供水泵等设备等设备的自动控制;竖炉内部各个参数在上位机和现场操作柜均显示,竖炉系统的实时工艺参数与现场设备的生产状况,各种阀门的启停状态和开度,重要运行参数的实时和历史曲线以及现场设备故障和工艺参数的超限的报警窗口和报警灯闪烁提示;
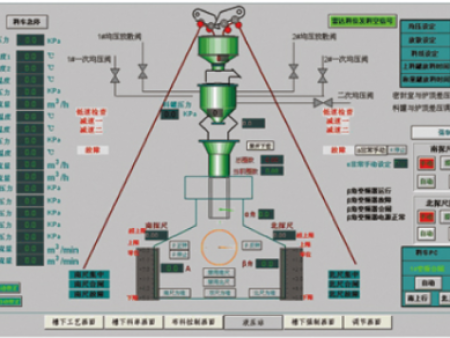
高炉喷煤自动化控制系统的目标是保障系统长期稳定、安全、可靠运行,以适应高富氧、大煤量喷吹的要求。系统要求对系统各部位的温度、压力、流量、气氛分析等进行动态连续显示。实现系统超标及故障报警及故障启停。对运行中的设备及料仓料位进行实时监控。实现工艺流程设备的逆料流顺序启动。实现喷粉的倒罐作业。实现工艺流程设备的选择和取消功能。准确无误的统计、打印各类报表,进行生产管理中等炉身型外冷式竖炉,焙烧在炉身内进行,焙烧后的球团矿在竖炉外的冷却器中进行冷却并有余热利用系统,使竖炉的热量得到较好的利用,成品球也得到较好的冷却,排矿温度可控制在C以下。但这种竖炉结构复杂,单位产品的投资和动力消耗略有增加。
自动化价格,球团竖炉工艺流程介绍润磨机室。配料烘干后含有水分(7%~10%)的混合料(含粘结剂)经螺旋给料机送入Ø3.8×6.5m的大型润磨机润磨、混匀、加热,使物料颗粒变细、比表面积和表面活性能增加,为下一工艺环节提供粒度和水分合适、物化性能均匀的物料,以保证造球过程中物料的成球性好、生球强度高、膨润土用量低及成品率高。在竖炉球团工艺中,竖炉球团的产量和质量是由竖炉的热效率决定“力嗍,竖炉的热效率又主要取决于燃空比。在该项目中,竖炉的燃气由高炉产生,空气由风机提供,空气在竖炉内部又分为助燃风和冷却风两部分,通过第三章建立竖炉生产效率优化模型,在球团下料速度较快条件下,找到好的燃空比。