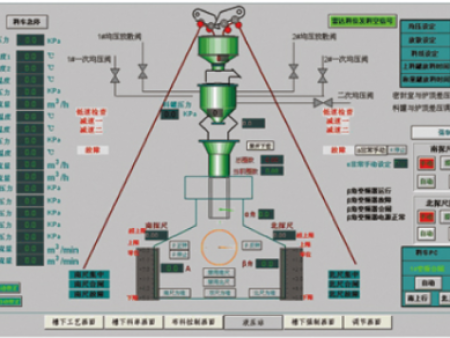
山东博瑞特智能科技有限公司带你了解寿光球团自动化厂家相关信息,随时对竖炉的运行状况进行采集,并存贮到上位机数据库中,生成竖炉运行状况报表,可供操作人员随时查询、打印;当有报警发生时,自动弹出报警窗口,并随时可供操作人员记录、查询、打印报警事件;系统具有故障自诊断和自动报警功能,当系统出现异常时,根据上位机监控界面的显示判断故障来源,并通过提示灯闪烁和报警窗口提醒现场操作人员及时排查故障。均匀喷吹。煤粉分配方式现在主要以单管加分配器方式为主,分配器后各支管的煤粉均匀分配有利于高炉运行稳定。采用支管等阻损布置,通过计算机三维辅助设计软件,喷煤量常规偏差小于4%。喷煤的全自动化操作和实时监控。随着设备的大型化和操作的精度等要求的提高,高炉喷煤操作对于自动化控制要求也越来越高。
寿光球团自动化厂家,本工程的基础自动化控制系统在工艺上分成3个控制子系统煤粉制备系统2套和煤粉喷吹系统1套。3个系统之间的通讯用西门子的数据网络通讯技术(工业以太网)实现。系统的各类电源采用在UPS电源基础上的集中供配制,实用并便于维护管理。系统网络层分两级(1)标准以太网服务器控制方式,方便地实现远程操作和网络扩展;(2)现场总线实现现场与系统的统一。竖炉焙烧是竖炉球团工艺中起着至关重要的作用,直接影响球团矿的好坏以及成品矿的产量,要获得质量更好的球团矿以及更高的产量,就需要分析竖炉的内部构造,这样才能熟悉生球在竖炉内部的干燥、焙烧、氧化还原及冷却环节的运动轨迹。
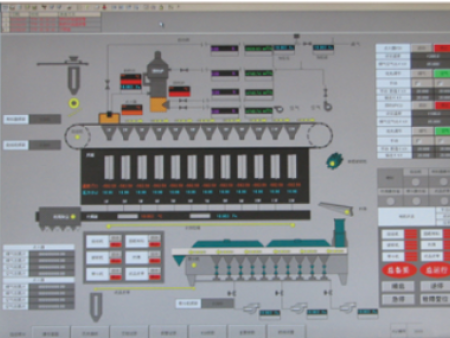
二层为PLC控制层,主要完成各种操作、实时和历史参数的监测、连锁动作、报警的自动处理等功能。完成整个系统PLC站的控制网络集成,负责接收从设备层传送的信息、数据和上位机控制的命令,并将这些命令再反馈到设备层,完成信息层与设备层之间的信息、数据、命令传输及交换。三层为信息层,即上位机控制层。在该竖炉球团控制系统,信息层由三个监控机构成,而监控上位机是由工业控制机(Pc机)、液晶显示器和相关网络通信设备等组成。完成实时监测参数和现场设备运行状态的控制,历史数据的记录、查看,报警与故障的提示和处理、实时和历史曲线的查看等功能。
配料自动化公司,球团竖炉工艺流程介绍球团竖炉炉体。生球由梭式有轨匀量电动布料车均匀布人球团竖炉进行焙烧。4号14m。球团竖炉为复合形断面,球团竖炉有效焙烧面积14m2,烘干床面积41.2m2,烘干床倾角,导风墙通风面积5.Om2。在球团竖炉体两侧各设一个圆柱形燃烧室和气流分配室,燃烧介质为高炉一转炉混合煤气,燃烧室正压操作,压强P=~Pa,燃烧室温度为~℃。生球通过竖炉内的干燥带、预热带、焙烧带、均热带和冷却带焙烧成球团矿,经辊式卸料进入炉下二次风冷却装置进一步冷却后,由4点排料电振排至B的链板机,运往中贮仓。排至链板机的熟球先运至中贮仓集中放料,再运至筛分室筛分,筛下<6mm的熟球直接送至原料厂,筛上Ø6~20mm的合格球运至球团成品料仓贮存。
高炉喷煤自动化报价,全自动化操作提高了生产效率。全自动喷吹可使储煤场,制粉系统,喷吹系统等过程实现PLC自动控制,不但减少人为主观不确定性和不完全准确性的影响,缓和手工计算与操作和喷煤对炉况影响的滞后性之间的矛盾,还可以大大减少误操作造成的损失,更能进一步减少在岗人员的数量,使得喷煤系统在时间和空间上都大幅度提高了生产效率。系统设计原则(1)系统硬件设备(包括系统软件)和控制应用软件满足高炉喷煤的各种工艺控制要求,并保证与世界控制系统发展趋势相一致,能够更新升级换代,以保证近十余年连续稳定运行;(2)实现新一代电仪一体化,数据通讯网络及人机操作接口一体化;(3)操作监视集中化,主工艺线(制粉、喷吹)上的设备均采用HMI(CRT操作站)操作,使电仪系统人机界面统一化、共享化;(4)控制应用软件具有可靠性、稳定性及可操作性,并便于维护和扩展;(5)选用的产品操作简易,人机界面汉化,用户友好,系统软件通用,设备成熟可靠,有业绩和应用实例。
烧结自动化哪里有,采用计算机集中控制,对各个检测参数进行集中显示,对主要生产过程进行自动控制。采用三电一体化控制,主体工艺采用三电合一的控制思想,实现仪表、电气及自动控制系统的集成控制,系统采用集散型PLC实现分布式网络控制,确保系统运行稳定可靠。在完成基础级自动化的基础上,统一规划网络结构,预留与企业管理级系统的通讯接口。高炉喷煤自动化控制系统的目标是保障系统长期稳定、安全、可靠运行,以适应高富氧、大煤量喷吹的要求。系统要求对系统各部位的温度、压力、流量、气氛分析等进行动态连续显示。实现系统超标及故障报警及故障启停。对运行中的设备及料仓料位进行实时监控。实现工艺流程设备的逆料流顺序启动。实现喷粉的倒罐作业。实现工艺流程设备的选择和取消功能。准确无误的统计、打印各类报表,进行生产管理。