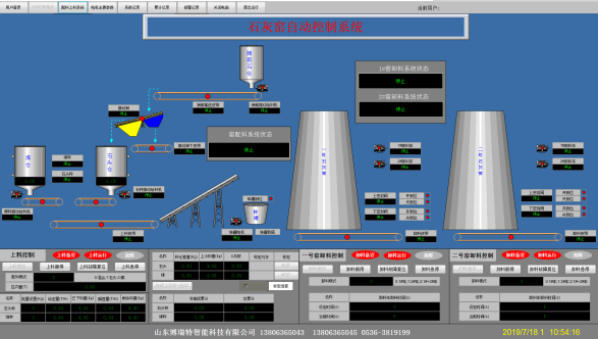
山东博瑞特智能科技有限公司带你了解关于寿光配料自动化订制的信息,喷吹罐自动进行加料和充压等,轮流连续不断地向高炉喷吹煤粉。喷吹罐的轮换程序是从喷吹罐1H1到喷吹罐1H2,然后再返回到1H1。当一个喷吹罐到达低位重量值时,控制系统将自动启动另一个喷吹罐。被启动的喷吹罐需要在正在喷吹的罐到达重量设定值之前已经装好煤粉,充好压,处在等待喷吹状态。重量设定值信号同时也在线设定在下一个罐上,以便能达到平稳地转换。配料自动化可显示累计量、流量、速度、皮重、AD、DA、Hz等参数。当料仓出现堵米秤上无料时,监控系统自动报警。微机自动记录运行、操作情况、可随时查。系统设置操作权限,对某些重要参数的修改做了限制,有限防止误操作,保障了系统的稳定性。
寿光配料自动化订制,竖炉自动化以可靠、实用为原则,并根据设备的特点及用户所提工艺要求,采用PLC计算机自动化控制系统,并充分利用PLC系统的优势,减少故障率,发挥设备的较大效率。包括竖炉本体、烘干机、造球等设备的监控和自动化控制。中等炉身型外冷式竖炉,焙烧在炉身内进行,焙烧后的球团矿在竖炉外的冷却器中进行冷却并有余热利用系统,使竖炉的热量得到较好的利用,成品球也得到较好的冷却,排矿温度可控制在C以下。但这种竖炉结构复杂,单位产品的投资和动力消耗略有增加。

高炉自动化公司,竖炉球团自动控制系统的设计原则如下1.应遵循“集中管理,分散控制,数据共享"的原则,采用分布式结构。整个控制系统的设计首先要运行稳定可靠、控制简单、维护方便。而且在以后现场设备的维护方面做到成本低并便于扩展等2.自控系统应满足竖炉球团钢厂安全稳定运行原则,应具有畅通的通讯能力,具有自动调节、自动保护、自动报警等功能;运行管理方面降本增效,实现24小时连续安全稳定运行;3.该控制系统应具备“远程控制”、“现场控制"操作模式。当需要自动控制时,采用“远程控制"模式,当控制系统出现故障时,可采用“现场控制"模式;4.上位机监控界面友好,可以非常形象的模拟出整个厂区设备情况,并且方便操作人员的控制。对竖炉工艺各种数据参数和现场设备的运行情况进行监测,方便观测和控制,设置管理员操作权限,保证了在控制当中的安全性;5.通过对球团工艺的分析和现场实际的考察,设计竖炉球团生产效率优化模型。
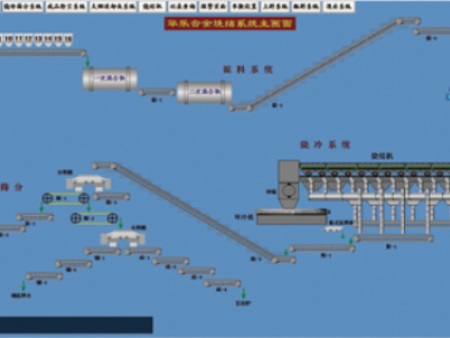
高炉喷煤系统概述高炉喷吹煤粉工艺主要由原煤上料系统、制粉系统、喷吹系统等组成。原煤(无烟煤、烟煤)经过烘干、磨细,用压缩空气(或氮气)输送,通过喷煤枪从高炉风口直接喷入炉缸。制粉系统设有中速磨、高浓度布袋收尘器、煤粉仓。喷吹系统通常采用并罐喷吹,每两只喷吹罐对应一座高炉,煤粉用无润滑空气压缩机(或氮气压机)由压缩空气(或氮气)输送,经分配器至高炉各风口。喷煤控制精度得到提高。全自动喷吹以中速磨为核心,进行连锁控制,同时实现了对下煤量、煤温、喷煤量、充压稳压自动调节及自动倒罐。在自动控制及计量和调节精度方面,按照高炉要求自动调节,喷煤量计量精度可以控制在1%误差范围内,各风口喷吹煤粉的均匀性控制在4%的误差范围内。与以往手工计算调节控制相比,更加准确合理。