



银川型材拉弯厂家-【厂家直供】西安市型材拉弯
陕西弧艺金属工程有限公司成立于2000-08-19,主要向所需企业及人群供应质量可靠、性能优良的型材拉弯。经过多年的努力和客户积累沉淀,弧艺金属已发展成为一家集型材拉弯生产、设计、销售、服务于一体的个体经营。我们的产品经过广大用户的口碑宣传已经深受陕西西安;甘肃兰州;宁夏银川;青海西宁;新疆乌鲁木齐地区客户的信赖。

银川型材拉弯厂家-【厂家直供】西安市型材拉弯。
1.合理确定拉弯成形过程中的工艺参数;
2.准确预测拉弯零件的回弹量。
实际生产中拉弯模修正量及工艺参数的确定主要以实际经验或通过试错法来解决,即根据经验反复调整修模量,改变主拉力、补拉力等工艺参数。有时还需要多次预拉弯及热处理,终成形后还要进行人工校形。这种方法成本高,时间长,形状精度难以保证。随着产品加工精度要求的日益提高,近/净成形的要求逐步增加,数字化设计制造也对拉弯成形工艺提出了新的要求,传统的拉弯成形工艺已不能满足现代生产的需要。随着科技的进步,技术的不断的革新,特别是CAD/CAE技术的不断发展,大型的CAD通用软件为拉弯模具的设计提供了强大的技术支持。在CAD软件环境下,可以得到零件的一些有效的几何信息,例如通过几何分析功能,可以得到整条曲线的曲率分布及其大小,可以检查曲面的质量。同时其提供的二次开发工具为用户开发自己专用的CAD系统提供了技术支持。CAE在型材拉弯成形工艺中的应用,使得技术人员可以更直观的观察到型材的动态成形过程,以及每个瞬时材料的应力、应变、位移分布,通过这些基本数据,可以得出型材的成形性能,并结合其力能参数来调整模具的参数和成形工艺,修改模具的型面,调整回弹量。
CAE技术已经成为型材拉弯成型中十分重要的工具,然而它在实际中的应用却受到诸多因素的限制。要准确地对拉弯过程进行数值模拟,就描述工件材料的力学性能,合理确定边界条件,同时能准确地处理拉弯中的各种非线性问题;此外,还要求使用者具有的理论基础、掌握相关的软件知识并对生产工艺有相当的了解。其中的任何一个环节出现失误都将导致分析的结果和实际情况的偏差。因此,有必要对拉弯机理进行深入的研究,结合CAE技术,确定拉弯工艺参数对工件成形质量的影响规律,使成形后的零件具有合理的校形余量,从而提高汽车和飞机拉弯件的质量和加速汽车和飞机拉弯件的国产化进程有着十分重要的意义。
弧艺金属坚持以人为本,以质取胜,在型材拉弯的品种和生产工艺上不断推陈出新,满足市场的需求,的良好信誉度。公司供应的型材拉弯具有性能优良,使用寿命长,适用范围广泛等特点,主要用于拉弯,产品凭借自身的质量和性能,得到了良好的市场回馈,广受市场接纳,客户遍布陕西西安各地。公司的建筑材料产品一经上市便拥有很好的口碑宣传和市场销量。

银川型材拉弯厂家-【厂家直供】西安市型材拉弯。
一般管件弯管接触外面空气或者是水时间长了之后会出现腐蚀的情况,为了避免它出现腐蚀影响它的使用,我们对于管件弯管的材质要求还是挺高的,一般不锈钢材质是比较受欢迎的,对于客户来说除了需要了解管件弯管的制作材质,它的加工工艺也是非常重要的,接下来就一起来看一下管件弯管的加工工艺吧。
是使用了不锈钢管材系统,双卡压式管件的尺寸精度得到了提高,允许管材的误差也了,适配性更加的强。双卡压式胶圈密封在不锈钢材料内,胶圈耐久性明显得到了提高,而且双卡压密封圈左右受挤压均匀,密封圈不会从侧面倍水压挤出,弥补了单卡压适用过程中的不足。双卡压接头处,管子受外力折弯变形时对密封圈不会产生任何的影响,管件弯管的连接技术性能、技术指标、技术水平都得到了提高。双卡压比单卡压抗拉力提高1.8倍,更适用高层、高水压的建筑物。双卡压管件在插入管子时不会切伤胶圈。
初我们使用的直管是比较多的,但是慢慢的我们发现有很多地方直管没有办法发挥很好的作用,需要使用弯管来进行操作。由于乎弯管又开始流行起来了。因为应用的环境不同,我们对于弯管的要求也是不一样的。弯管为了市场的需要而在不断的进行变化着。

型材拉弯关键技术问题
1.合理确定拉弯成形过程中的工艺参数;
2.准确预测拉弯零件的回弹量。
实际生产中拉弯模修正量及工艺参数的确定主要以实际经验或通过试错法来解决,即根据经验反复调整修模量,改变主拉力、补拉力等工艺参数。有时还需要多次预拉弯及热处理,终成形后还要进行人工校形。这种方法成本高,时间长,形状精度难以保证。随着产品加工精度要求的日益提高,近/净成形的要求逐步增加,数字化设计制造也对拉弯成形工艺提出了新的要求,传统的拉弯成形工艺已不能满足现代生产的需要。随着科技的进步,技术的不断的革新,特别是CAD/CAE技术的不断发展,大型的CAD通用软件为拉弯模具的设计提供了强大的技术支持。在CAD软件环境下,可以得到零件的一些有效的几何信息,例如通过几何分析功能,可以得到整条曲线的曲率分布及其大小,可以检查曲面的质量。同时其提供的二次开发工具为用户开发自己专用的CAD系统提供了技术支持。CAE在型材拉弯成形工艺中的应用,使得技术人员可以更直观的观察到型材的动态成形过程,以及每个瞬时材料的应力、应变、位移分布,通过这些基本数据,可以得出型材的成形性能,并结合其力能参数来调整模具的参数和成形工艺,修改模具的型面,调整回弹量。
CAE技术已经成为型材拉弯成型中十分重要的工具,然而它在实际中的应用却受到诸多因素的限制。要准确地对拉弯过程进行数值模拟,就描述工件材料的力学性能,合理确定边界条件,同时能准确地处理拉弯中的各种非线性问题;此外,还要求使用者具有的理论基础、掌握相关的软件知识并对生产工艺有相当的了解。其中的任何一个环节出现失误都将导致分析的结果和实际情况的偏差。因此,有必要对拉弯机理进行深入的研究,结合CAE技术

弯管加工的几种办法
冲压法、锻压法、滚轮加工法、弯曲法、和组合加工是加工卷管的几种常用办法,用的多的是:管件加工是机加工和金属压力加工的有机连系。
弯管加工办法引见:
锻压法:用型锻机将管子端部或一局部予以冲伸,使外径削减,常用型锻机有扭转式、连杆式、滚轮式。
冲压法:在冲床上用带锥度的芯子将管端扩到要求的尺寸和外形。
滚轮法:在管内放置芯子,外周用滚轮推压,用于圆缘加工。
弯曲成形法:有三种办法较为常用,一种办法叫伸展法,另一种办法叫冲压法,第三种是人人较为熟习的滚轮法,有3-4个辊,两个固定辊,一个调整辊,调整固定辊距,制品管件就是弯曲的。这种办法使用的较广,若出产螺旋管,曲率还可增大。
以上对弯管加工制作工艺做了一个简单的了解,相信这之后大家对其肯定会有的了解了。


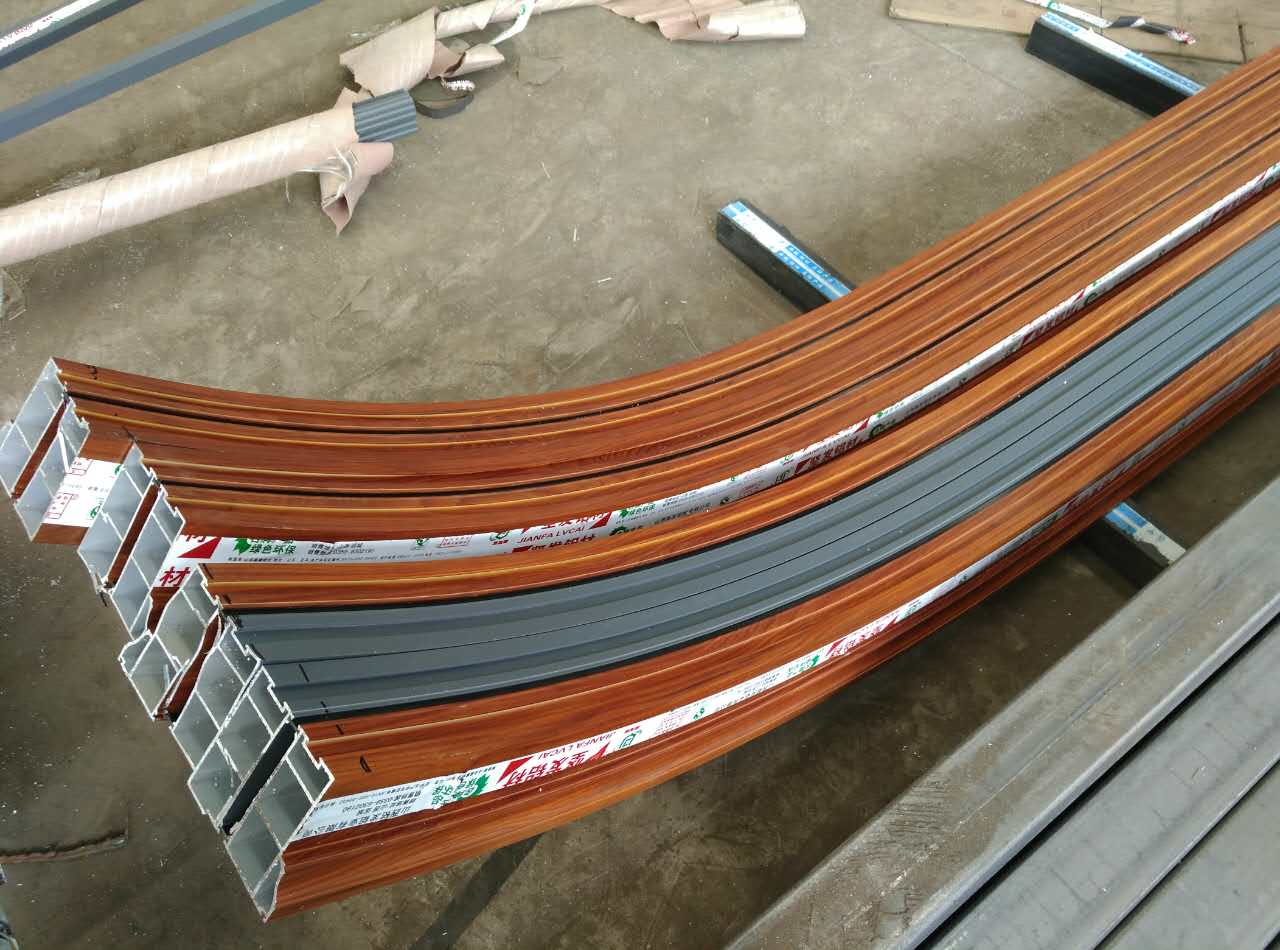
圆管型材拉弯是常用的一种型材拉弯钢材,这类的型材拉弯使用比较广泛,并且有自个的特点。
首先圆管型材拉弯的制作工艺相对来说比较简单,生产效率比较高,做出来的成品拉弯的幅度比较好看 度也比较高,一般正常使用是不会变形的。
管型材拉弯的长度能做到12米,对于一些较大的安装工程可以大大的提率,并且在费用上能节约一笔。
圆管型材拉弯在节约材料方面也比其他形状的拉弯节约了大大的一笔,在节约了材料的情况下,使用的稳定性也不比其他的差,而且在喝多位置上不用去焊接,这里美观上也有了大大的提升。
弧艺金属供应的型材拉弯都是在生产的时候经过严格检测之后符合产品的出厂标准的建筑材料产品,我们的产品质量可靠,备受所需企业及人群认可。通过以上相关介绍,您对本公司型材拉弯是否有所了解了呢?欢迎您到我公司实地参观,或来电咨询。我们的地址是现代物流园区中储西北钢材交易中心E区07。
以上是银川型材拉弯厂家,型材拉弯的相关信息,欢迎致电联系咨询




