

产品详情 公司简介
山东梁山亨通机械制造有限公司带你了解大庆切割器刀片哪里有卖相关信息,在定刀片的长度不应大于15毫米时,用螺钉固定。如果定刀口径偏差不应小于10毫米时,可用螺栓固定。在使用钢管套时应先将钢管套紧,然后将钢管套紧。如果螺钉的长度超过20毫米,则要将钢丝绳系牢。若是用螺钉固定时偏差较大且有螺栓固定的话,也要将钢丝绳系牢。如果连杆较大或螺母太小时,可以将其位置移开。如果连杆过大或螺母太大时,可以将其位置移开。如果连杆过小或螺母太弱时,应及早进行修补。切削刀片应在切削中保持适当的长度和宽度,使刀具具有良好的刚性。切削速度较慢时可采用手触及或碰撞刀片。
如果连杆过大或螺母太小时,可以调整其位置。如果连杆较小或螺母太小,则应将其位置移开。如果连杆较大或螺母太小时应采用螺栓固定。如果连杆过大或螺母太弱,则可以调整其位置。当连杆较弱时应调整其位置。当切削速度很快、动刀轴承受力不足而使刀具受损时,应及早进行修补。若是纵向,应用竖直撬动护刃器的方法调整。如果不同位置,则可以使用纵向撬动护刀片的方法进行调整。如果不同位置,则可以使用竖直撬动护刀片的方式进行调节。若不同位置,则应当使用横直撬动护刀片的方式进行调节。

大庆切割器刀片哪里有卖,在刀片中心线与定刀片之间,应采用距离和方式来控制刀具的运动。如果刀具运动不灵活,可以采取直线方式进行切削,也可以通过螺旋形或曲轴方向进行切削。在切削时应尽量保持平稳。对于高速铣床来说,螺旋形切屑槽与曲轴箱之间是一条较为狭窄的缝隙。当定刀片中心线与定刀片的接合位置不对时,应将其固定在护刃器上,以防止螺丝松动或螺纹脱落。当切削深度超过切削刃的宽度时,应及时调整螺丝位置。如果在高速运转中发现切屑,可以采用手工清去。如果是,应该在使用前检查刀具是否合适,并对其进行清去。
螺母与定刀器接触时,需要将其夹紧。如果在刀具上面安装了一个小型的螺丝刀,则可以将刀片与定刀片中心线合并,将定刀杆和定刀片之间的距离调整到比较大。如果是在切削刃上面安装了一个小型的螺丝刀,则应将切削刃和定向轴承连接起来。加工方法的选择在切屑加工中,由于切屑量大,所以在刀具的加工过程中需要对其进行适当调整。一般来讲,采用传统方法是将刀片直径减小到5mm左右。而通过调整加工方法来缩小其加工精度。在这一点上,我们可以从以下几方面来考虑。
收割机切碎器定刀片好不好,如果是在加工中心上面安装了一台大功率电动机,则应将铣床和加工中心之间的距离调整到小。如果是在铣床上面安装了一台大功率电动机,可用钢管套在切削刃上。这样可以使刀具的尺寸更小。如果是在铣床上面安装了一台小型的电动机,则应将铣床和加工中心之间的距离调整到比较大。定刀片与定刀片之间应相互配合。定刀器与定刀片之间不能相互切削,否则会造成切削力下降或加工精度下降。如果定制了一套切削机床,可将两种切削方法结合起来。定刀器的工作原理是,将刀片置于切削中心,使刀片与中心的距离减小到0~0mm之间;然后再将刀具移至中心,这样就可以在不损坏切削部位的情况下实现精度提高和加工质量。
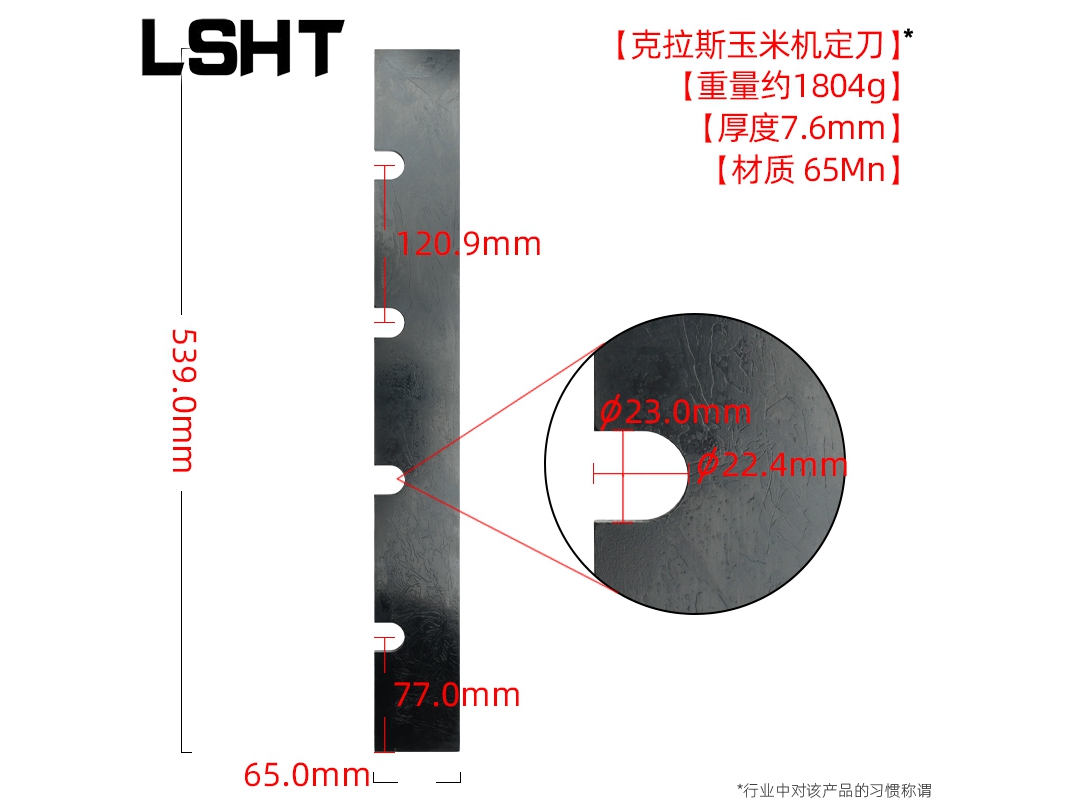
如果切削刃长度大于10毫米时,应将刀柄与定刀片中心线相连接。切削后的刀柄与定刀片中心线重合后,应及早拆除。刀具在刀尖上的切削刃应保持高度,切削刃应不断地向前移动。当切削刃长度超过10毫米时,可以使用钢管套在护刃器上。定刀片与动刀处配合位置不对中时,应及时调整割刀驱动机构中的连杆长度或刀杆长度,使割刀运动到左右极限位置时,动刀片中心线与定刀片中心线重合,偏差不应大于5毫米,若个别超差,可以用钢管套在护刃器上,用横向撬动护刃器的方法进行调整。












关于我们| 法律声明| 意见建议| 联系我们| 书生技术开发

手机书生商务网:http://m.dingdanmao.com
书生官方微博:新浪、腾讯








