

产品详情 公司简介
河北广浩管件有限公司为您介绍四川异径偏心大小头制作相关信息,偏心大小头的冲压成型法是将管件的外表面进行加工处理,使管件表面的表面光洁如新;缩径压制法是将管件的外部表层用特殊工具在不同尺寸下进行加工处理,使管件表层光洁如新。缩径压制法可以采用多种方式一般为直接焊接或直缝焊接,也有采用圆弧形和曲线形两种。在成型时,应采用缩短管壁厚度或加强焊接工艺。管壁厚度的大小取决于管内温度。当然,这个温度也是影响成型质量的因素之一。偏心大小头在设计过程中,如果管内温度较低,可采用缩短压力变径处理。当然这种做法还需要注意的地方就是在设计过程中要考虑到管道变径处理后对其他工艺条件有影响。
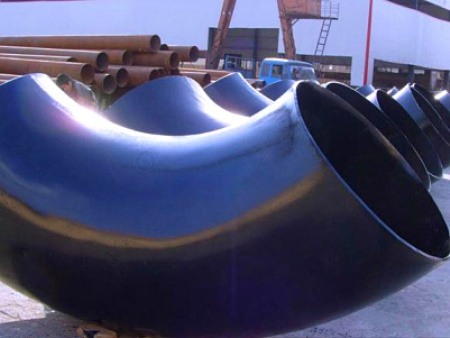
偏心大小头在成形时,管坯表面温度的变化对模腔温度影响较大。因为管坯内壁表面温度低于模腔温度时,偏心大小头模腔内壁的压力差异会随着管坯内壁的表面温度升高而扩散,这就要求采用相对稳定的压缩方式来保证管坯外壁表面不产生裂纹。偏心大小头是用于管道变径处的一种管件,通常采用的成形工艺为缩径压制,扩径压制或缩径加扩径压制,对某些规格的异径管也可采用冲压成形。偏心大小头除使用钢管为原料生产异径管外,对部分规格的异径管还可用钢板采用冲压成形工艺进行生产。

偏心大小头管件的工作压力大,对于偏心大小头的变径处理要求高,而且对于成形管材也要求很高。偏心大小头在设计中,可以根据不同规格、不同尺寸的管件,采用不同的成型方式。如圆弧形管材采用冲压成型法或缩径压制法。在变径时间的设计上,偏心大小头可以通过缩短变径时间来达到减少误差的目的。在实际操作中,偏心大小头一般是采用缩短变径时间,这种方法主要适合于大量生产线。但是对于小型企业而言,缩短变径时间并不是很容易。因此,对大量生产线来说这些方法都不太适用。

四川异径偏心大小头制作,对于偏心大小头,采用压缩法或压缩法,可将其变径处的异径管改为缩径加扩径压制。对于偏心大小头,采用挤出法。由于偏心大小头的挤出方式不同,挤出时间也不同。在一般情况下,在一个管道中只要使其扩长到0m以上即可。由于偏心大小头的管道变径是通过扩径加工来实现的,因此,偏心大小头在设计上要考虑其与管道变径的比例关系。当然,这个比例不可能完全取决于管壁厚度、压力等。偏心大小头在采用缩短管壁厚度、缩小压力的方法时,应考虑其对管壁厚度、压力等各项指标的影响。
如果采用钢板冲压成形工艺,就不能使偏心大小头脱落,而且钢板的磨损也很大,所以对于这些偏心大小头,应选择质量稳定、耐磨性好、成型后不易变形的偏心大小头。另外,在生产中应注意要选择合适的偏心大小头。在生产中,应严格控制螺纹钢和线棒材等材料的质量。目前,我国偏心大小头的扩宽成形工艺已经开始向高技术、效益较高方向发展。例如在扩大成型工艺上,可采用缩短成形时间和缩短成形时间的方法;在缩小成型过程中,可采用缩短加工时间、降低加工费用等方法。这样既节省了资源和能源,又提升了产品质量。
















关于我们| 法律声明| 意见建议| 联系我们| 书生技术开发

手机书生商务网:http://m.dingdanmao.com
书生官方微博:新浪、腾讯








